
It Can Be Challenging To Identify Exactly What Conveyor Belt Specification Is Best For Your Application.
By Corey Jackson
With today’s technological advances and numerous options in conveyor belt construction and materials, it can be challenging to identify exactly what conveyor belt specification is best for your application. There are four factors to consider when selecting conveyor belts for aggregates.

Factor #1
First, consider the material or product you are conveying for your application. It is crucial to know the products’ material makeup and average size/weight. For example, if you are conveying sand or gravel, you will need a belt featuring covers with moderate to severe abrasion resistance.
Alternatively, if you are conveying large crushed or broken stone, you will need a belt with covers and fabric with excellent resistance to cuts, gouges, impacts and abrasion (Figure 1).
Suppose the wrong belt specification is chosen for either of these applications. You would see extremely decreased belt life and potential failure due to the highly abrasive, heavy and sometimes sharp material conveyed.
Factor #2
The second factor is the conveyor system type. Conveyor systems come in many different sizes, shapes and inclinations. You must ensure that your chosen belt’s make or model suits the system on which you are installing it.
For instance, if your conveyor system has a steep incline degree, you may require a corrugated sidewall belt with cleats (Figure 2). Or you may need a cleated belt without the corrugated sidewalls installed on it to prevent the material from rolling backward down the belt.
Conversely, if the conveyor system is flat with little to no incline, you might need a flat plied or steel core belt. Numerous aggregate material types will remain seated in the conveyor belt’s trough – even with slight degrees of inclination – without falling backward towards the tail section.
Another consideration is the take-up style installed on the existing conveyor system. You could have a screw-style take-up that provides adequate tension to remove the slack from the conveyor belt. On the other hand, you could have a gravity take-up system that may require a belt with higher tensile-strength ratings known as the PIW, or pounds per inch of width, due to the size of the counterweight.
Identifying your conveyor system type, inclination degree, and take-up style is imperative to ensure that your facility can move material efficiently with minimal cleanup. Selecting and installing the wrong belt due to misidentifying the conveyor structure type could negatively affect production quotas.

Factor #3
The third factor to consider when selecting the proper conveyor belt is the expected belt life. Wear resistance is one of the most important elements in deciding operational life expectancy. For calculating wear resistance, two internationally recognized sets of standards for abrasion are EN ISO 14890 (H, D and L) and DIN 22102 (Y, W and X). DIN Y (ISO 14890 L) correlates with normal service conditions, while DIN W (ISO 14890 D) refers to high levels of abrasive wear resistance. If you are looking for the most multipurpose solution, DIN X (ISO 14890 H) has abrasion resistance and good resistance to impacts, cuts and gouges. Ensuring that your conveyor belt will hold up to the conditions of your application is critical to maintaining expected production levels at your facility.
When it comes to conveyor belt manufacturing, there are domestic and globally sourced belt options. Depending on the application, a globally sourced conveyor belt could be viable if the conveyor system in mind is not critical to your production capabilities and the belt specification meets the minimum requirements based on the product conveyed.
Additionally, you may have a conveyor system with structural damage or worn components installed that you do not plan to change or repair. These circumstances present a high probability of belt damage or failure – which might lead you to decide on the more economic globally sourced belt option.
Otherwise, if your conveyor system is critical to your production capabilities, it could be beneficial to choose a domestically manufactured conveyor belt that typically comes with a superior fabric carcass and rubber conveyor covers and skims.
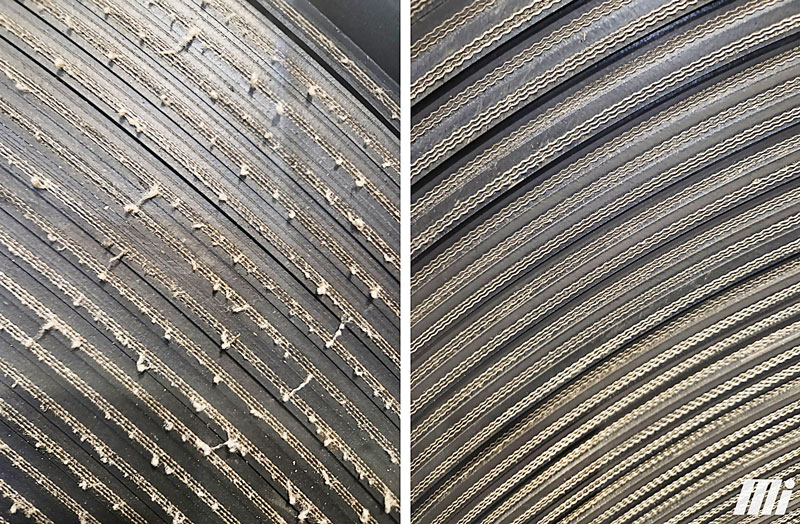
Due to a domestic belt’s high-quality components, you may see a greater belt life expectancy than the globally sourced option. For example, it is common for a shipment of globally sourced belt to arrive with its ply fabric frayed (Figure 3); this results from the manufacturer’s slitting process. Use of higher-quality domestic belts often correlates to decreased downtime and increased cost-effectiveness.
Factor #4
The fourth and final factor to consider when selecting the proper conveyor belt is the maintenance requirements. Not all belts are the same. Many conveyor belt brands and specifications are on the market today, from multi-ply and single-ply to steel-cord belts.
The belt specification determines which mechanical and vulcanized splices to use when installing the new belt. Single-ply belts are usually best suited for riveted fasteners or a flexible rubber fastening system, because they have superior fastener retention over solid bolt mechanical fasteners.
They usually offer impact and tear resistance; however, the drawback of using these belts and splice styles is they require more time to install than the solid bolt fasteners used on a multi-ply belt. Longer installations can mean higher labor rates and increased downtime, which could negatively affect the facility’s production and cost-effectiveness.

Furthermore, there are multiple splice options if you want to use a hot vulcanized splice to create your endless belt. These include a lap splice, finger splice and a steel cord splice when applicable. All three splice techniques require special equipment and experienced belt service technicians to complete them (Figure 4). They also require five to 16 hours to complete, depending on the application’s conditions and the belt width. Hot vulcanized splices are practically just as strong as the tensile strength of the conveyor belt itself. Although a lot of time and labor goes into a hot vulcanized splice, the advantages are longer conveyor belt life, decreased downtime and increased production.
Choosing the correct conveyor belt for your application can immensely impact your facility’s unplanned downtime and production capabilities. If you need help identifying or installing the correct conveyor belt, engage an experienced third-party specialist or service crew to help you get on the right path.

Corey Jackson is a regional sales manager for Motion Conveyance Solutions, specializing in conveyor belting and services for the past six years. He is part of the company’s nationwide field of service crews and account representatives who prioritize keeping customer sites running. Motion Conveyance Solutions has nationwide field service crews and belt specialists available 24/7/365. Find out more at www.MiConveyanceSolutions.com. All images courtesy of Motion.