
Emerging Technology Is All About Designing For The Future By Innovating The Present.
By R. Todd Swinderman
Higher production demands across all bulk-handling segments require increased efficiency at the lowest cost of operation, in the safest and most effective manner possible. As conveyor systems become wider, faster and longer, more energy output and more controlled throughput will be needed.
Add an increasingly stringent regulatory environment and cost-conscious plant managers must closely review which new equipment and design options align with their long-term goals for the best return on investment (ROI).
Safety at Higher Belt Speeds
Safety is likely to become a new source of cost reduction. The percentage of mines and processing facilities with a robust safety culture are likely to increase over the next 30 years to the point where it is the norm, not the exception.
In most cases, with only a marginal adjustment to the belt speed, operators quickly discover unanticipated problems in existing equipment and workplace safety. These problems are commonly indicated by a larger volume of spillage, increased dust emissions, belt misalignment and more frequent equipment wear/failures.
Higher volumes of cargo on the belt can produce more spillage and fugitive material around the system, which can pose a tripping hazard. According to the U.S. Occupational Safety and Health Administration (OSHA), slips, trips and falls account for 15% of all workplace deaths and 25% of all workplace injury claims.[1]
Moreover, higher belt speeds make pinch and sheer points in the conveyor more dangerous, as reaction times are drastically reduced when a worker gets clothing, a tool or a limb caught from incidental contact.[2]
The faster the belt, the quicker it can wander off its path and the harder it is for a belt tracker to compensate, leading to spillage along the entire belt path. Caused by uncentered cargo, seized idlers or other reasons, the belt can rapidly come in contact with the mainframe, shredding the edge and potentially causing a friction fire. Beyond the workplace safety consequences, the belt can convey a fire throughout the facility at extremely high speed.
Another workplace hazard – one that is becoming progressively more regulated – is dust emissions. An increase in the volume of cargo means greater weight at higher belt speeds, causing more vibration on the system and leading to reduced air quality from dust. In addition, cleaning blade efficiency tends to decline as volumes rise, causing more fugitive emissions during the belt’s return.
Abrasive particulates can foul rolling components and cause them to seize, raising the possibility of a friction fire and increasing maintenance costs and downtime. Further, lower air quality can result in fines and forced stoppages by inspectors.
Correcting Misalignment Before It Happens
As belts get longer and faster, modern tracking technology becomes mandatory, with the ability to detect slight variations in the belt’s trajectory and quickly compensate before the weight, speed and force of the drift can overcome the tracker.
Typically mounted on the return and carry sides every 70 to 150 ft. (21 to 50 meters) – prior to the discharge pulley on the carry side and the tail pulley on the return – new upper and lower trackers utilize innovative multiple-pivot, torque-multiplying technology with a sensing arm assembly that detects slight variations in the belt path and immediately adjusts a single flat rubber idler to bring the belt back into alignment.
The pivoting ribbed roller design grabs the belt and uses the opposing force to shift it back into alignment.
Modern Chute Design
To drive down the cost per ton of conveyed material, many industries are moving toward wider and faster conveyors. The traditional troughed design will likely remain a standard. But with the push toward wider and higher-speed belts, bulk handlers will need substantial development in more reliable components, such as idlers, impact beds and chutes.
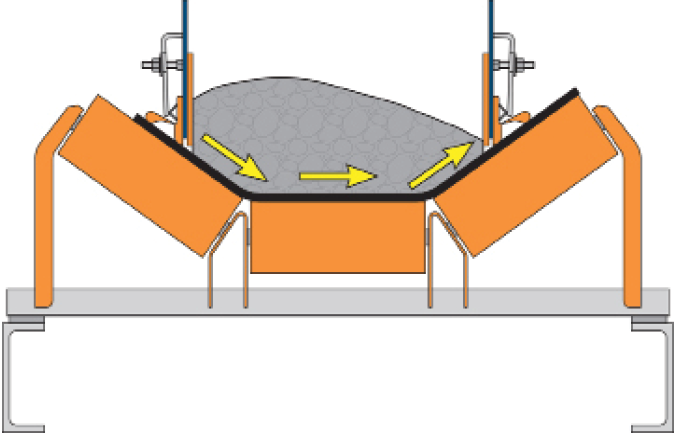
A major issue with most standard chute designs is that they are not engineered to manage escalating production demands. Bulk material unloading from a transfer chute onto a fast-moving belt can shift the flow of material in the chute, resulting in off-center loading, increasing fugitive material spillage and emitting dust well after leaving the settling zone.
Newer transfer chute designs aid in centering material onto the belt in a well-sealed environment that maximizes throughput, limits spillage, reduces fugitive dust and minimizes common workplace injury hazards. Rather than material falling with high impact directly onto the belt, the cargo’s descent is controlled to promote belt health and extend the life of the impact bed and idlers by limiting the force of the cargo at the loading zone. Reduced turbulence is easier on the wear liner and skirting and lowers the chance of fugitive material being caught between the skirt and belt, which can cause friction damage and belt fraying.
Longer and taller than previous designs, modular stilling zones allow cargo time to settle, providing more space and time for air to slow down, so dust settles more completely. Modular designs easily accommodate future capacity modifications.
An external wear liner can be changed from outside of the chute, rather than requiring dangerous chute entry as in previous designs. Chute covers with internal dust curtains control airflow down the length of the chute, allowing dust to agglomerate on the curtains and eventually fall back onto the belt in larger clumps.
And dual skirt sealing systems have a primary and secondary seal in a two-sided elastomer strip that helps prevent spillage and dust from escaping from the sides of the chute.
Modern stilling zones feature components designed to reduce maintenance and improve safety.
uses the opposing force to shift it back into alignment.
Rethinking Belt Cleaning
Faster belt speeds can also cause higher operating temperatures and increased degradation of cleaner blades. Larger volumes of cargo approaching at a high velocity hit primary blades with greater force, causing some designs to wear quickly and leading to more carryback and increased spillage and dust.
In an attempt to compensate for lower equipment life, manufacturers may reduce the cost of belt cleaners, but this is an unsustainable solution that doesn’t eliminate the additional downtime associated with cleaner servicing and regular blade changes.
As some blade manufacturers struggle to keep up with changing production demands, industry leaders in conveyor solutions have reinvented the cleaner industry by offering heavy-duty engineered polyurethane blades made to order and cut onsite to ensure the freshest and longest lasting product.
Using a twist, spring or pneumatic tensioner, the primary cleaners are forgiving to the belt and splice but are still highly effective for dislodging carryback. For the heaviest applications, one primary cleaner design features a matrix of tungsten carbide scrapers installed diagonally to form a three-dimensional curve around the head pulley. Field service has determined that it typically delivers up to four times the service life of urethane primary cleaners, without ever needing re-tensioning.
Taking belt cleaner technology into the future, an automated system increases blade life and belt health by removing blade contact with the belt any time the conveyor is running empty. Connected to a compressed air system, pneumatic tensioners are equipped with sensors that detect when the belt no longer has cargo and automatically backs the blade away, minimizing unnecessary wear to both the belt and cleaner.
Additionally, it reduces labor for the constant monitoring and tensioning of blades to ensure peak performance. The result is consistently correct blade tension, reliable cleaning performance and longer blade life, all managed without operator intervention.
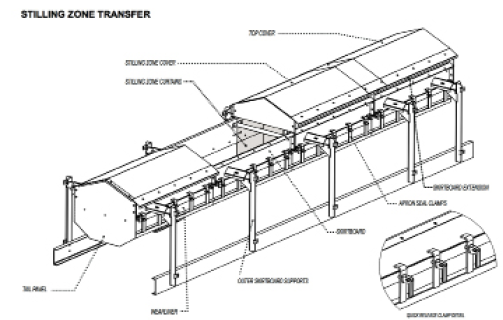
to reduce maintenance and improve safety.
Power Generation
Systems designed to operate at high speeds over considerable distances are generally powered only at vital locations such as the head pulley, disregarding adequate power for autonomous “smart systems,” sensors, lights, accessories or other devices along the length of the conveyor.
Running auxiliary power can be complicated and costly, requiring transformers, conduits, junction boxes and oversized cables to accommodate the inevitable voltage drop over long runs. Solar and wind can be unreliable in some environments, particularly in mines, so operators require alternative means of reliable power generation.
By attaching a patented mini-generator to idlers and using the kinetic energy created by the moving belt, the accessibility obstacles found in powering ancillary systems can now be overcome. Designed to be self-contained power stations that are retrofitted onto existing idler support structures, these generators can be employed on virtually any steel roller.
A single roll generator has enough power output to run a variety of accessories.
The design employs a magnetic coupling that attaches a “drive dog” to the end of an existing roller, matching the outside diameter. Rotated by the movement of the belt, the drive dog engages the generator through the outer housing’s machined drive tabs. The magnetic attachment ensures that electrical or mechanical overload does not force the roll to stop; instead, the magnets disengage from the roll face. By placing the generator outside the material path, the innovative new design avoids the damaging effects of heavy loads and fugitive material.
Bulk Handling, Safety and Automation in the Future
Automation is the way of the future, but as experienced maintenance personnel retire, younger workers entering the market will face unique challenges, with safety and maintenance skills becoming more sophisticated and essential. While still requiring basic mechanical knowledge, new maintenance personnel will also need more advanced technical understanding. This division of work requirements will make it difficult to find people with multiple skill sets, driving operators to outsource some specialized service and making maintenance contracts more common.
Conveyor monitoring tied to safety and predictive maintenance will become increasingly reliable and widespread, allowing conveyors to autonomously operate and predict maintenance needs. Eventually, specialized autonomous agents (robots, drones, etc.) will take over some of the dangerous tasks, particularly in underground mining as the ROI for safety provides additional justification.
Ultimately, moving large quantities of bulk materials inexpensively and safely will result in the development of many new and higher capacity semi-automated bulk transfer sites. Previously fed by truck, train or barge, long overland conveyors transporting materials from the mine or quarry site to storage or processing facilities may even impact the transportation sector. Stretching vast distances, these long bulk handling networks have already been built in some places with low accessibility but may soon be commonplace in many areas around the world.

run a variety of accessories.
R. Todd Swinderman is CEO Emeritus of Martin Engineering.
References
[1] “Slips, Trips & Falls Identification and Prevention;” Occupational Safety and Health Administration; Sacramento, CA 2007. https://www.osha.gov/dte/grant_materials/fy07/sh-16625-07/slipstripsfalls.ppt
[2] Swinderman, Todd; Marti, Andrew D.; Marshall, Daniel: “Foundations for Conveyor Safety;” Martin Engineering, Section 1, pg. 14. Worzalla Publishing Company, Stevens Point, WI 2016. https://www.martin-eng.com/content/product/690/safety-book.