
All Over The World There Are Signs That Sand Shortages Will Be A Reality. Is It Time To Get Serious About Manufactured Sand?
By John Googins
This is the first in a three-part series on manufactured sand. – Ed.
Natural sand was produced by glaciers grinding bedrock under a heavy burden of ice over millions of years of time. This sand is most often found in and around rivers and streams.
Sand on ocean beaches is contaminated with salt from the sea and sand from the desert is the wrong size to be used for concrete or asphalt.
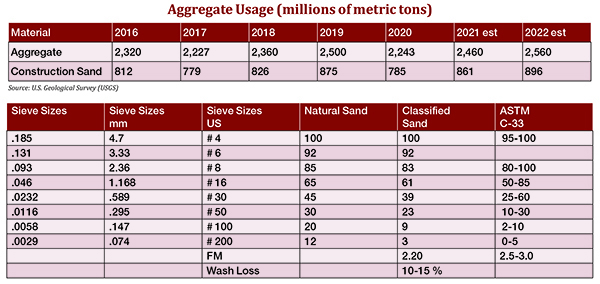
Sand extraction and usage is now more than 50 billion tons per year. Sand and gravel, and concrete associations from all over the world are reporting signs of shortages of sand for concrete now and it will only get worse in the future. The United States, Canada, Australia. England, Europe, China and many other countries are hauling sand long distances to meet their concrete needs, and the balance of rock and sand for their concrete mixes.
Truck haul cost here in the United States is $.25/ton/mile, while haulage by unit train is $.10/ton/mile estimate.
Concrete mix designs have about 1.6 tons of aggregate per cu. yd. of concrete. Mix designs very from 40% to 45% sand and many pump mixes use up to 50% sand. The average sand use is about .75 tons (1.5 tons x .45) per cu. yd. of concrete. It is important to note that even if the sand meets the ASTM specification it needs also to have a Fineness Modulus (FM) of 2.5 to 3.00.
By-Product Sand, Crusher Dust, Crushed Rock Fines
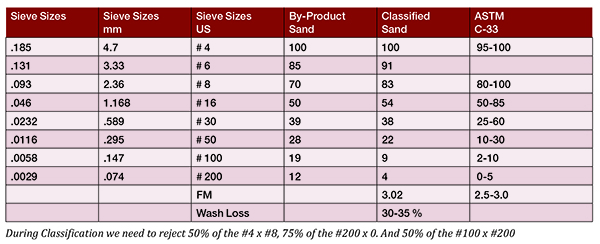
The by-product sand produced when crushing large rock of 6-in. plus using a jaw crusher or horizontal shaft impact crusher as a primary crusher; or cone crushers used to crush rock from 6- to 1-in. can be classified to meet the C-33 sand specification but the shape will have a large percentage of flat and elongated material.
When tested with ASTM C1252 will have a high voids numbers of 46 plus, indicating a high percentage of flat and elongated material. In cases where the crusher fines are mixed with natural fines – the ratio is normally 70% natural fines and 30% crusher fines – the product can be used as concrete sand with little negative effect. This material can be used as asphalt sand as is. In a quarry application where there is no natural sand, it would not be suitable as concrete sand because of poor particle shape.
You can, however, run this material through a vertical shaft impact crusher with rotor and rock box to improve the particle shape and then classify to the C-33 specification and use it as manufactured sand.
Manufactured Concrete Sand
Manufactured sand needs to be capable of replacing natural sand in concrete without any negative side effects. Two of the most common negative complaints are too high of FM and excessive flat and elongated material in the finished product.
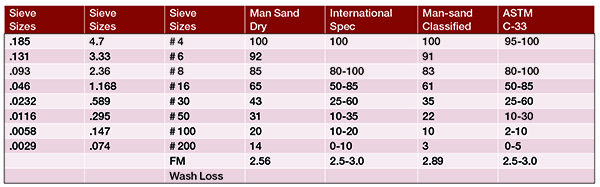
For most materials that means re-crushing part of the #4 by #8 material or wasting it. The first step in the production of manufactured sand is crushing the rock to a gradation that when classified, by only removing the excess material passing the #100 and #200 sieve, will meet the C-33 Sand Specification on all the other sieves (#4, #8, #16, #30 and #50).
Normal manufactured sand will result in sand with less then 80% passing the #8 sieve before classification and 70% to 75% after classification (less than the 80% to 100%) required by the specification. This also results in a higher than 3.00 FM, one of the less than desirable manufactured sand conditions.
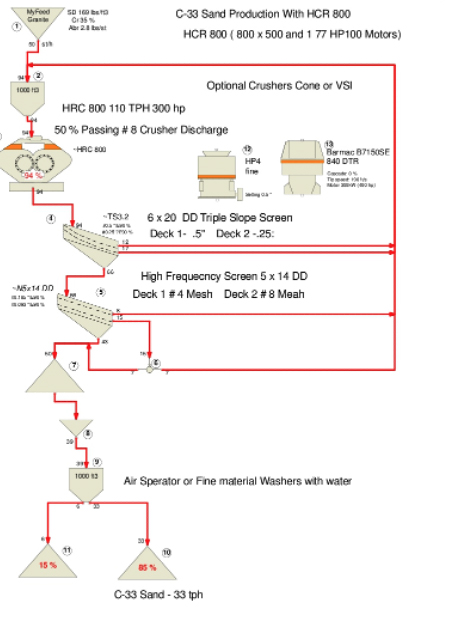
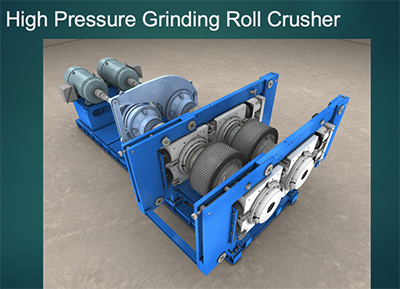
When using a compression type crusher like the cone crusher or high-pressure grinding role crusher (HPGR), the crushing is autogenous type which is rock on rock crushing. In autogenous crushing of the cone or HPGR the crusher receives the new feed plus the recirculating load with 75% to 100% less than the crusher closed side setting. This forces the crushing action to be many layers of rock to rock with inter particle cummunition. This produces a product with good quality shape.
Sand Production Crusher Wear Cost
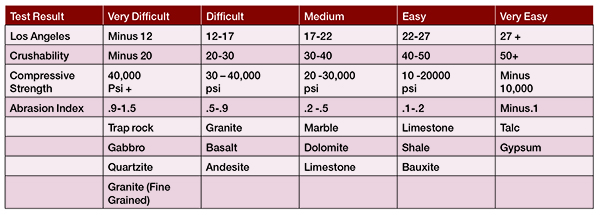
The chemical analysis and the paddle abrasion test can be used to help predict the wear cost of the crusher used. By finding the chemical content of the calcium carbonate (CaCo3), silicon dioxide (SiO2), iron oxide (Fe2O3), aluminum oxide (Al2O3) and magnesium carbonate (CaCO3) with this information you can establish a Silica Equivalent number.
- Silica Equivalent Number = the % of (CaCo3) + (SiO2) + 2 x [(FeO3) + (Al2O3)] + (MgO).
- Example Silica Equivalent Number = (15%) + (40%) + 2 x [(12%) + (15%)] + (3%) = 112.
The higher the number the abrasive is the feed material. When a Paddle Abrasion test is not known you can estimate the result with abrasion index = .6 x silica equivalent number.
More accurate results of the Paddle Abrasion test can be found by running a test. A vertical shaft with a paddle of known weight is rotated through a metal pan holding 400 grams of rock ½-in. x ¾-in. The paddle is run for 15 minutes and 4 separate tests are run with 4 separate paddles. By measuring the wight loss of the paddle you use a wear chart to establish an Abrasion Index number.
- Highly abrasive material has an AI of .75 to 3.00.
- Abrasive material has an AI of .25 to .75.
- Mildly abrasive material has an AI of .05 to .25.
- Nonabrasive material has an AI of .01 to .05.
Best wear analysis can be established by running a pilot test crushing 10,000 tons of rock to sand and seeing what the wear life is in that application, with crusher type and material type.
High wear cost is not the problem if you can incorporate the cost into the selling price of the material. As sand becomes in shorter supply the price will increase making more possible to manufacture man sand o replace natural sand. What can be a problem is not knowing the wear cost beforehand.
Other tests that can be used to help predict crusher wear cost are:
- Compressive Strength (Megapascal x 145 = PSI).
- Specific Gravity (for aggregate + 2.65).
- Los Angeles Abrasion Test (Range of 10 to 50).
- Paddle Abrasion Test (1.5 to .02).
- Metso Crushability (CR) 10 to 50 + and Abrasiveness (ABR) (0 to 2500).
ASTM C1252 Particle Shape test
The ASTM 1252 voids test uses a relationship of measured voids in non-compacted sand and the particle shape. The test consists of putting a dried sand sample into a container of known volume and compares the calculated weight of the material using the specific gravity of the sand sample to the measured weight in the test.
Natural sand with a result of 35% to 45% voids are considered acceptable for concrete sand. Sand with results of 45% to more than 50% are acceptable for asphalt mixes. Natural sand with no crushed sand particles added will give results of 35% to 40% and manufactured-sand with crushed material produced by a compression crusher in autogenous crushing (The feed material, new feed plus recirculating load, is smaller than the crusher closed side setting) will produce a sand product with 40% to 45% voids.
New Zealand and ASTM C939 flow cone tests can also be used to measure the particle shape of sands. The more alluvial the material with fewer square corners the faster the material will flow through a funnel with fixed opening.
Another way of decreasing the effect of particle shape on the concrete mix is to only replace 50% of the natural sand with manufactured sand.
By product sand can be used as concrete sand if you pass this material through a VSI rotor and rock box as a shaping operation. It would be best to send a sample of your material and see if a single pass in open circuit will improve the ASTM C1252 test results enough to consistently give you acceptable results.
International Manufactured Sand Specification
In most countries outside the United States, the use of manufactured sand is more common and a specification has been adopted that allows for more passing the #50, #100 and #200 sieves in the specification. This change in gradation will also lower the FM by .15 in most cases and reduces the amount of plus #8 that needs to be recruited to keep the gradation greater than 80% passing the #8 sieve.
For most of the concrete work that is performed for federal- and state-regulated projects the manufactured sand would have to be classified to the C-33 specification. The mix could consist of 50% manufactured sand and 50% natural sand if particle shape requires it, but the classified manufactured sand can meet all the requirements of the C-33 specification.
A separate set of mix designs could be developed that would include the use of the international manufactured sand specification by reducing the minus 200 mesh to less than 10% with air classification.
Conclusion
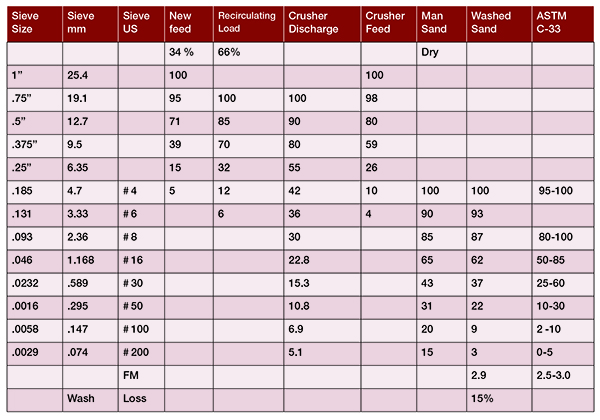
If you find that you are hauling sand from long distances to satisfy demand or the haul cost approaches the FOB price at your quarry or pit, you are running short of sand. To test your ability to manufacture sand for concrete with your material, first test your existing crusher discharge material and determine the “signature of your rock.”
Unlike normal crushing where the feed material is greater in size than the crusher setting, the crusher discharge gradation will change with the setting. The sand gradation, #4 x 0 will increase in percentage of the crusher discharge but the sand gradation between #4 and 0 will remain about the same.
No two sources will produce the same gradation and sometimes different elevations in your quarry may produce different results. Manufactured sand (#4 x 0) tends to produce a coarser sand with a high percentage of #4 x #8 material. This is the most difficult size to crush and in most cases the crusher discharge will contain 25% to 35% of #4 x #8 fraction when crushed to #4 x 0 product.
To produce a finished product that meets the C-33 specification, 80% to 10% passing the #8 sieve, the excess #4 x #8 material needs to be either rejected or sent back for re-crushing into the recirculating load.
The goal is to produce a finished product with a target gradation of dry crushed sand that will allow you to only have to remove the excess #100 and #200 material during classification to meet the product specification.
The classified sand should meet the concrete sand specification and keep the FM under 3.00. Sand with a FM of plus 3.00 is too coarse and leads to problems with finish ability, segregation of the mortar and the workability of the plastic concrete.
Next, you must decide what material size and gradation you plan on feeding the crusher to produce the manufactured sand. It is best to crush some of your material through a pilot plant that you can run for two or three months to establish the gradations, production rate and wear cost before you invest in larger size equipment at higher production rates.
You may also wish to rent a portable plant that can be set up at the plant site and try different crusher types. These might include a cone crusher, HPGR, VSI rotor and rock box and VSI rotor and anvil, hammer mill or double reversing cage mill.
Try different gradations of material and material that may be in excess inventory. It is not sufficient to crush your sand to minus #4. You need to re-crush the excess amount of #4 x #8 that is typically made (normally 3%) and the specification only allows 15% to 20%. Many concrete producers have used manufactured sand in the past and have had bad experiences because the sand they were furnished had a combination of poor particle shape, coarse gradation and FM above 3.0 to 3.5.
The second article in this series will introduce the advantages and disadvantages of using different crusher types to produce the manufactured sand. The third will address classification of the dry manufactured sand, with air, water, and treatment of the wastewater.
John Googins – applications engineer crushing, screening and mineral processing – is with Aggregate & Mining Consultants LLC, Littleton, Colo., www.miningconsultingusa.com. He can be reached at 303-547-0084 or [email protected].