
Fines Recovery, Clarifiers, Belt And Filter Presses, Dewatering Screens, Waste Washing And More.
By Mark S. Kuhar
Water management is becoming more and more important for aggregates producers. That is no surprise, given the water issues prevalent in the United States, especially in the West.
- Lake Mead – the largest reservoir in the Colorado River Basin – is losing water at record speeds, dropping below 1,050 ft. elevation for the first time ever.
- About 80% of Texas is currently experiencing some level of drought conditions, ranging from “moderate” to “exceptional.”
- Arizona Department of Water Resources Commissioner Camille Touton said that “Colorado River States and our federal partners have a duty to take immediate action … to conserve between two million and four million acre-feet of Colorado River water on top of the amounts already being conserved.”
- Parts of the Corn Belt and Ohio Valley have started to dry out, as precipitation has been hit-or-miss in recent months, pushing short-term deficits to increase further (60-day rainfall deficits of more than 3 in. in many locations).
It seems to get more problematic each year.

“We do get inquiries about water management, and I would say that it is increasing and not really limited to the western states,” said John Bennington, director of washing and classifying equipment for Superior Industries. “We were actually just talking to a customer in the Midwest about fines recovery. Obviously different producers have different needs and goals when they approach wastewater management.
“Superior has pretty much a complete line of equipment for wastewater management,” Bennington said. “We have cyclones, clarifiers, flocculant systems and filter presses. We also strive to understand the complete process that the producer is using because we often find that the pain the producer is feeling is from running the processing plant with some flaw or inefficiently. So when we fix that upstream issue you often relieve the pain.”
According to Dennis Zink, global product manager – filter presses, for McLanahan Corp., there are lots of opportunities for producers to improve water recovery and waste management efficiency. “Improving water management efficiency is typically not a top priority,” he said. “The total cost of water and waste management is often not well understood.”
It is incumbent on aggregates producers to take water management seriously. There are a number of technologies and approaches on the market that can make water-management a central focus of aggregates production.
Decanter Centrifuge vs. Belt Press vs. Filter Press
All aggregate and mining operations with a wet processing plant will produce a waste stream, according to McLanahan Corp. This waste stream consists of tailings – the process water and fine solids, clay and other deleterious material removed during the washing process. Traditionally, these tailings are sent to a settling pond or lagoon to separate the solids from the liquid in the waste stream.
However, settling ponds can be time-consuming and expensive to maintain, take up valuable land space and/or cover up mineable reserves. They are not the best method for tailings management, especially when mechanical dewatering options are available.
Mechanical dewatering equipment improves tailings management by separating the solids from the liquid to produce a solids product that is suitable for mechanical handling. As an added bonus, the recovered water can be reused in the washing process, reducing freshwater requirements for sites where water is scarce or expensive.
Types of mechanical dewatering equipment for tailings include:
- Decanter Centrifuges.
- Belt Presses.
- Filter Presses.
Decanter Centrifuges
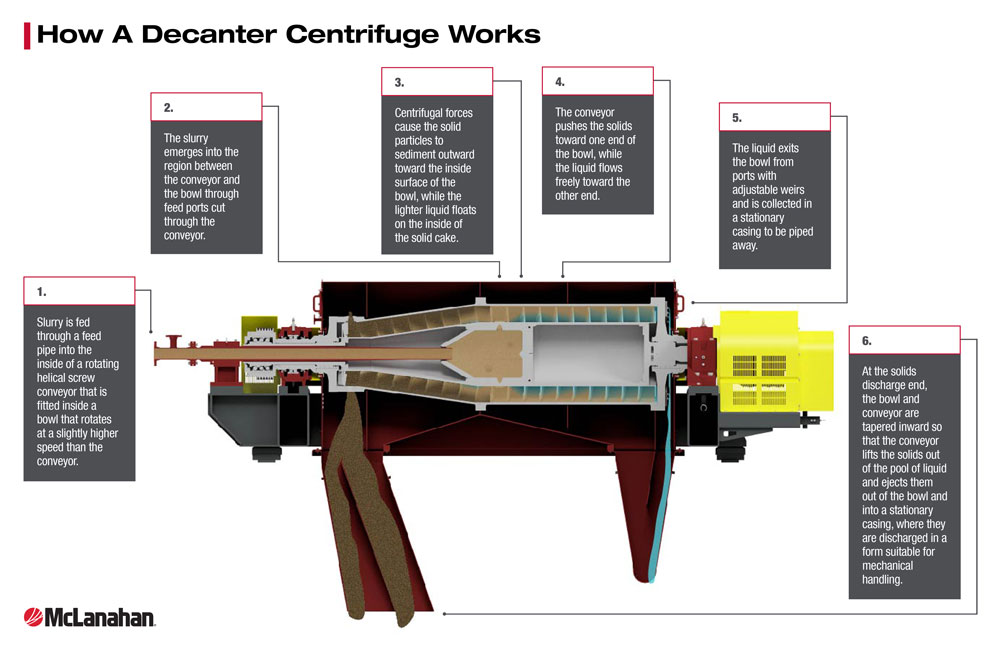
Decanter centrifuges separate solids from liquid in a slurry by means of high centrifugal forces to induce sedimentation. The slurry enters the Decanter centrifuge via a feed pipe into the inside of a rotating screw conveyor that is tapered at one end. The slurry is then released into a bowl surrounding the screw conveyor that is rotating at a higher speed than the conveyor.
High G-forces cause the solid particles in the slurry to be flung to the walls of the bowl, where the screw conveyor moves them toward the tapered discharge end. The tapered end of the screw allows the solids to dewater as they make their way toward the discharge. The water freely moves to the other end of the machine and discharges via ports.
Decanter centrifuges produce a solid cake material that is suitable for mechanical handling as well as immediately reusable process water. They discharge a solid material somewhere between that of a thickener and filter press. Decanter centrifuges are fully automated and enclosed for cleaner operation.
Belt Presses
Belt Presses feature rollers and belts to dewater material by passing the slurry through four main zones.
- The first zone, the preconditioning zone, is where chemicals are added to draw the particles in the slurry together.
- The second zone, the gravity drainage zone, allows free water to drain from the slurry as it moves along an inclined belt.
- The third zone, the low-pressure squeezing zone, sandwiches the material between two porous belts, where liquid is squeezed out and the solids are retained between the belts.
- The fourth zone, the high-pressure squeezing zone, passes the belts under and over a series of rollers that decrease in diameter.
The result is a dewatered solids material that varies in consistency depending on the solids concentration of the feed.


Filter Presses
Filter presses provide the highest level of mechanical dewatering without the use of chemicals. They consist of a number of recessed plates covered with filter cloths. When the plates are clamped together hydraulically, the recesses form chambers. Slurry is pumped into the filter press and fills the chambers. The liquid in the slurry passes through the cloth and out filtrate pipes at the bottom of the plates to collect in a trough at the bottom of the filter press. The solids are captured on the filter cloth. When no more slurry can be pumped into the filter press, the pump is stopped, and the plates open to release the solid cakes.
These solid cakes are drip-free, stackable and can be easily handled by loading and/or hauling equipment. Depending on the material, it can potentially be sold as a backfill or pond lining. The recovered water is then immediately available for use in the wash plant upstream.

Tailings Management
When it comes to tailings management, the best equipment for one site may be different than the best equipment for another site. Decanter Centrifuges, Belt Presses and Filter Presses are all suitable choices for pond reduction/elimination, so the best one depends on the tailings management goals of the site.
The main thing to consider is the type of material being dewatered. Decanter Centrifuges work best with material that has a larger particle size distribution and is more easily dewatered. They are also ideal for material with low clay content, and they are less sensitive to changing feeds.
Belt presses can be used to dewater a variety of different slurries in a wide range of applications, but they don’t perform well with varying feed conditions.
Filter presses are ideal for dewatering tailings from mineral and aggregate wash plants, mineral concentrates and most underflow slurries coming from a thickener or clarifier. However, the feed percent solids and particle size distribution do have an effect on the overall dewatering efficiency of a filter press.
Some additional things to consider include maintenance and operation, as well as the costs associated with those tasks.
In terms of operational costs, decanter centrifuges and filter presses are fully automated, whereas belt presses require an operator.
Filter presses do not require the addition of chemicals to aid in dewatering, while belt presses do. Decanter centrifuges may benefit from the use of chemicals, but that depends on the material being dewatered.
Decanter centrifuges have higher power requirements than Belt presses and filter presses, so electrical costs will be higher with these units. Decanter centrifuges also tend to produce more noise than a belt press or filter press.
In terms of capital cost, belt presses are generally less of an upfront investment when compared with centrifuges and filter presses. Additionally, filter presses require ancillary equipment, such as a surge (or buffer) tank.
Depending on the upstream equipment employed, belt presses and centrifuges may not. Belt presses and centrifuges can operate on a continuous basis, so no surge tank is required to feed the machine.
Slurry is continuously fed into these machines, and they continuously discharge solids. Filter presses, on the other hand operate in a batch process. A pump feeds the slurry into the machine and stops when the plates are opening to discharge the solid cakes. The feed material needs somewhere to accumulate while the plates are opening, hence the need for a surge tank.
Maintenance costs are higher with belt presses because maintenance intervals are more frequent than centrifuges and filter presses. Belt presses require frequent belt washing, and the rollers and bearings are known for requiring frequent replacement, which means more downtime to perform maintenance.
In terms of footprint, belt presses and centrifuges take up less space than filter presses.
When determining which solution is right for handling your tailings, make sure you consider the type of material the equipment will be processing as well as the initial investment and long-term operational and maintenance costs.
Dewatering Screens
Washing is often required to get aggregate material to meet product specifications for use in various construction and infrastructure projects. It removes clay, silt, crusher dust, fines and other deleterious materials from the final product.
In all washing operations, water is a necessary part of the process but not desired in the final product. Equipment such as fine material screws can remove a majority of the water used in the washing process, discharging a product that is around 20% moisture, but the sand will still need to sit in a stockpile for several days so the excess water can drain out, reports Eagle Iron Works (EIW).
With the addition of a dewatering screen after a screw washer, product moisture content can be reduced even further, allowing sand going onto a pile to be almost ready to load out.
EIW Dewatering Screens are designed to put the finishing touch on a partially dewatered material from a sand screw. They produce a drip-free product that has a moisture content of 7% to 15% depending on the material being dewatered. In all applications, the material that discharges from the dewatering screen is stackable and conveyable.
Although often considered new technology when compared to sand screws, dewatering screens have successfully been used to reduce moisture content in mined and washed materials since the 1970s.
These units can fit directly under any type of fine material screw to remove excess moisture before stockpiling. They are an asset to any washing application where a dewatered material is desired of the final product.
How Do They Work?
Dewatering screens consist of a screen frame that supports urethane panels and two counter-rotating vibratory motors. Material is discharged from the sand screw directly onto the deck of the dewatering screen, where the vibrating motion of the motors in combination of high G-forces move the material toward the discharge chute.
As the material moves along forward on the screen deck, the water detaches from the sand particles and drains through the holes in the screen panels. This creates a deep bed of sand that retains particles much finer than the screen opening. The drip-free, dewatered sand can discharge directly onto a conveyor for stockpiling.
EIW’s Dewatering Screens are designed to be installed and operated in a horizontal orientation. This specification allows them to accept a partially dewatered product where a majority of the moisture has already been removed, such as that from a sand screw. This allows for a higher discharge point from the screen to accommodate stacking conveyors.
Additional Benefits
In addition to producing a drip-free product that is stackable and conveyable, dewatering screens provide the following benefits:
- Improved Housekeeping – Dewatering screens remove excess water from the final product. Less water in the product means less mess under the conveyors and less water that drains out around the stockpile for overall improved housekeeping. Stockpile size can also be reduced with a dewatering screen. Less water in the product pile means the stockpile can be moved sooner, reducing the footprint of the stockpile.
- Improved Sand Equivalency – As the excess water detaches from the sand particles and drains through the sand bed and screen media, it takes with it some fine particles that remain in the sand after washing. Optional spray bars can provide an additional rinse to wash out even more fine material to improve the bottom end of a gradation and sand equivalency.
- Fines Recirculation – If the goal is to capture or retain as much of the fine material as possible, dewatering screens can be outfitted with a sump and pump to recirculate fines that naturally leave the product stream with the water back to the screw washer to re-enter the product stream.
- Reduced Fresh Water Usage – By adding a pump to the sump of the dewatering screen, the water removed from the final product can be recirculated back to the fine material washer to reduce freshwater requirements. The water can be supplied back to the screw in two places: in the tub area to reduce the fresh water required for the washing process, and near the discharge end to wash out additional fines.
Dewatering screens are a great addition to any application that requires a dewatered final product.
They produce a drip-free material that is stackable and conveyable, and provide additional benefits of improved housekeeping and sand equivalency, reduced freshwater usage and the recirculation of fine material into the product stream.
Posillico Expands Waste Recycling Facility With HYDRO: TIP
In an effort to accelerate the pace of change in the waste-recycling sector, Long Island, N.Y.-based Posillico Inc. has invested in a new 20-tph hydrovac waste washing plant for its state-of-the-art waste recycling facility in Farmingdale, N.Y. It has also commissioned a new CDE HYDRO:TIP solution to recover high value, in-spec recycled sand and aggregates from waste muds, fluids and clays – by-products generated from the hydro excavation process.
Hydro excavation has become a preferred method for the installation of services and pipework in civil engineering. However, it carries with it a costly waste burden. Its substantial weight and volume make it logistically challenging and financially prohibitive to dispose of or reuse responsibly.
Partnership
In 2019, committed to protecting the island, its community, and its resources, Posillico recognized the need to address mounting concerns over ground pollution and landfill capacity when it partnered with wet processing industry experts CDE to revolutionize the way environmental contractors, construction companies, utility businesses and engineering firms manage waste on Long Island and in the Greater New York area.
Historically, contaminated soil had been transported off the island where it was destined for landfill. The Posillico team understood that with the right technology this material could be processed to remove contaminants and extract value, generating new revenue streams while simultaneously producing in-spec secondary sand and aggregate products for the construction industry in New York.
Enabled by CDE technology, its three-acre Farmingdale facility has the capacity to recycle up to 3,000 tons of soil per day while recovering high value recyclable and saleable products that meet NYSDEC remediation standards, including concrete and mason sands, and three different aggregates: ¼–5/8 in., 5/8–1¼ in., and 1–4 in.
Workable Solution
CDE Business Development Manager Joseph Teahl said Posillico’s drive to transform the waste recycling sector in the local market is matched by its commitment to investing in the right technology, as demonstrated by its investment in the HYDRO:TIP.
He added, “It was identified that there was a need to recycle hydro excavation waste on Long Island. The team at Posillico recognized the problem at hand and, knowing CDE technology intimately, turned to us to explore workable solutions for handling this tricky to process waste.”
Commenting on working alongside CDE to address hydrovac waste on the island, Posillico facility manager Robert Tassey said its technology has proved its durability and performance.
“We saw a need in the market to address the waste burden generated by hydro excavated material. Our existing CDE contaminated soils wash plant has demonstrated not only the capabilities of the technology, but the commitment of the CDE team to finding new and pioneering ways to close the loop. We knew CDE was the right partner for the job.”
HYDRO:TIP
CDE’s HYDRO:TIP solution allows operators to process wet waste with ease and efficiency. It can handle waste mud, fluid and clay material in a cost-effective and responsible manner, facilitating the recovery of high-quality sand and aggregates that can be re-sold to generate additional revenue streams.
Suitable for urban environments, the HYDRO:TIP enables hydro excavation fleets to set up closer to extraction sources to reduce transport time, cost and fuel emissions.
It achieves significant landfill diversion with most of the solids recovered from hydro excavation activities being reusable in the construction industry.
It also features an installed power base of 63 kW, which is significantly less energy-intensive than a 20-ton excavator operating at 90 kw. In addition, the HYDRO:TIP dewaters material twice faster than conventional systems resulting in a reduction of total energy consumption by two-thirds.
Utilizing high frequency screens to ensure maximum dewatering efficiency and separation of waste material, CDE’s HYDRO:TIP also allows tankers to discharge directly into the hopper. This rapid “direct tip” process accelerates return on investment by processing waste material at the fastest rate possible, minimizing downtime and ensuring tankers are fully utilized by getting them back on the road and on their way to the next location.
Most of the functions of CDE’s HYDRO:TIP are automated therefore minimal operator input is required, saving on time and cost, and its modular arrangement is scalable depending on fleet size or requirement for surge capacity, equipping operators with a solution that can grow in line with their business.

Seamless Integration
As demonstrated by the Farmingdale facility, the HYDRO:TIP can integrate seamlessly into downstream CDE systems such as the AggMax, EvoWash and AquaCycle to recover sand and aggregates and recycle process water.
“Our goals for the materials business are to provide the highest quality materials at the best prices for our valued customers,” said Tassey. “The hydro excavated waste that we are bringing in is comprised of the same type of fill that we bring in normally. So we knew there was valuable material critical to the construction industry locked within this waste stream.
“The only difference is that it’s more of a slurry form and more difficult to handle,” he added.
Posillico’s 20-tph HYDRO:TIP system ensures the safe processing of wet waste, providing optimal material recovery and creating valuable resources, explained Teahl.
“Tankers deposit their load directly into the hopper after which the material is rinsed and dewatered with CDE’s Infinity Screen technology before the oversize material is deposited,” he said.
With a 20-tph capacity, Posillico’s HYDRO:TIP can accept up to four 11,000 liter tankers per hour with hydro excavation waste.
“Our sand fraction falls to the sump from where it is pumped to the cyclone in order to remove the silt-water slurry. All of that output – the oversize material and sand fraction – is then loaded into the complete C&D waste wash plant process which enables further wet processing to guarantee final in-spec sand and aggregate products.”
Transforming Waste Into Profit
CDE’s HYDRO:TIP is removing the costly burden associated with slurry disposal for Posillico, allowing for easy cleansing so that high value construction material is easily recovered for re-use or re-sale.
“With the addition of the HYDRO:TIP we’re now able to dewater those slurries, separate the liquid from the solids, process the water directly into our wash plant, and then handle the solid material in the same way we would with our other incoming fill,” said Tassey.
“It’s the cleanest, safest, most effective and efficient way to manage hydro excavated waste on Long Island,” he added.
Up to 85% of hydrovac material coming into Posillico’s Farmingdale facility is being reclaimed through its HYDRO:TIP solution, recovering products including +#4 aggregates and 0-#4 sands.
In addition, the recovered water also cleaned and recycled for use in the washing process or as jetting water for the tanker. Teahl said the introduction of the HYDRO:TIP and Posillico’s commitment to create value from waste sets the company out as a leader in its field on the island.
Aggregate Producer Eliminates Need for Settling Ponds
Tri-County Paving Inc. is a paving contractor that services the commercial, municipal and residential sectors in the Madison, Wis., region. To meet the demand of the growing metro area, Tri-County absorbs aggregate production to feed their 550-tph asphalt plant. From April to Thanksgiving, trucks are lined up waiting for product. Efficiency and uptime are critical to meeting the demand.
The aggregate wash plant consists of a triple deck, sand screw, and fines recovery system processing 300 tph of man sand or crushed limestone. To remove the solids from their wash water, they previously used a series of conventual settling ponds. Unfortunately, many solids were too fine and didn’t settle quickly enough, which caused production delays due to no clean water. Tri-County also spent days cleaning the ponds, increasing operating costs, reducing production, and putting wear and tear on equipment.
“The ponds were a headache,” said Plant Manager Rob Bierstaker. “We had to shut down production, spend 3-4 days cleaning the ponds and then 2-3 days filling them back with water so we had clean water ready for the wash plant.”
The settling ponds were a substantial economic expense that cut into Tri-County’s production time. They knew they needed a solution to remove fines from their wash water quickly and a smarter way to manage the waste mud.

Solution
When Tri-County Paving first started looking for solutions they were focused on cleaning up their settling ponds. In 2017, they came across Clearwater Industries, Inc. and sent Clearwater slurry samples of their process water for jar testing. Clearwater identified the top-performing polymer flocculant and installed an M500PP Dry Polymer Make-Down System.
“It used to take us 3-4 days to clean our mud pond,” said Bierstaker. “We have it down now to where we can usually get it done in a day. The labor savings on that alone pay for the product.”
The M500PP provided immediate results for Tri-County’s settlings ponds which received about 1,100 gpm. The system dosed a polymer flocculant solution directly into their settling pond, which dropped the suspended solids out quickly. The settled solids compacted at the bottom of the pond creating a handleable mud while returning clean water to the production process.
“Prior to this, we use to take the mud to a secondary mud pit and leave there for a year to dewater,” Bierstaker added. “Then we would bail it out of that pit with an excavator and put it onto a drying surface and then load it to haul away. It took that long to become firm.”
In 2020, Tri-County decided to remove their settling pond entirely by installing a CW1400HC Clarifying Thickener.
Clearwater worked with Tri-County to redesign their process water flow path to include: a slurry tank, CW1400HC, M500PP, AutoFloc Dosing System, two mud cells with sump.
The slurry tank and pump provide continuous dirty water to the top of the clarifier; automation accounts for any changes in flow rate. The M500PP polymer system was redirected to dose directly into the top of the clarifier at the effluent entrance. The AutoFloc Dosing System uses an infrared probe to monitor flocculation and adjust the polymer dosing pump accordingly, removing full-time operator attention and accounting for any changes in -200# fines or tph in the wash water. Finally, the two mud cells dewater the clarifier mud underflow until the dried mud is discarded.

“It takes about 8-9 days on average to fill one mud cell, so while one fills, the other one dewaters,” said Bierstaker. “And it usually takes about 5-8 days for the mud in a cell to dewater which allows us to clean it out while the other cell fills. Now it generally takes about nine loader hours to clean out a cell. Sometimes we have two going but usually just one loader. This has been a huge benefit because I usually have one guy running this plant, so he can grab a load of dewatered mud, drop it in the reclaim area, and then grab a load of feed material for the plant. We never have to shut down production now.”
Results
The complete system provides a mud underflow of 64% solids by weight and returns 95% of clean water for reuse.
“It’s tough to quantify the cost savings on this but we know the system has been an absolute benefit to our bottom line,” said Bierstaker. “We had cleaned out our settling ponds about three times per season with 5-7 days of downtime each time. Gaining those production days back was a clear return on investment.
“Even bigger than gaining the production days back is having loadable mud from the clarifier. It’s an absolute waste product for us that has to be hauled. Now, after 5-8 days of dewatering, we can load it into a dump truck and take it to its final destination.
“There are huge savings in not having to handle the mud multiple times,” Bierstaker added. “Clearwater’s systems started paying for themselves immediately.”
Decanter Centrifuges Solve the Most Urgent Mining Challenges
Processing ores and aggregates rarely produces purely dry materials. Water is used to control dust, in washing product and in the winning process of taking raw material from the ground and turned into something valuable that people want. The difficulty with using water in mining (including sand and gravel production) involves four key challenges, according to Eric Gentis, Flottweg Separation Technology.
Shortage of Water
Many regions face a significant lack of water. The shortage of water is not going to improve thanks to global warming, which is exacerbating the consistent shortage over time. Part of the problem is that there are more people in the world, therefore, the demand for water is greater – particularly for domestic, agricultural and industrial uses. There is also less water available as the world’s regions dry out.
Because of the global water shortage, water can no longer be left in the material that gets dumped in tailings in mining operations. The water must be put back where it was extracted or at the very least re-used. In some applications, 95% of the recovered water can be recycled back into its original space.
Fortunately, there are new methods and technologies that can reduce the water consumption that is required in the mining process. For example, the dewatering of slimes and tailings may be required. The bottom line is that the processed water needs to be reused and cannot be wasted.

Shortage of Space
Mining currently faces a huge public relations challenge. The perception is that the industry is similar to the mining company in the movie, “Avatar,” in which the mining companies were the bad guys trying to destroy the earth. While that is the general public’s perception, the reality is that while mining must account for some things, the simple fact is that the process of mining will continue. Mankind has been mining for thousands of years – ever since rocks were replaced with metals. Whether it’s a base metal (like copper, nickel, or iron), or a precious metal (like gold or silver) there is less of it available to be mined, but the demand for it is higher.
As the ore deposits around the world are mined, the better-quality ores are extracted first, so now the bad news is that to win the same amount of material that was previously extracted requires more mining, which produces more tailings. The mining industry must figure out where to dispose of them. Many mining companies are forced to enlarge their tailings storage facilities. In addition, there must be an environmentally sound plan for replacing the water that is extracted.
It’s difficult to acquire permits for mining, and even when the permits are secured, that doesn’t mean that land is available. The term NIMBY has become common in the mining industry. It means “not in my back yard” and reflects the resistance from the public in general to mining operations near residential areas. With the shortage of space, miners are competing with communities, agriculture and industry for space. And government is less likely to make more land available for mining.
One solution to the shortage of space is to remove more of the water using separation processes. That way, more of the desired materials can be produced, which saves a large percentage of the space required.
Stricter Regulations
Government regulations for mining have become stricter through the years. In many European countries, the sand and gravel pits are restricted to pulling up only a certain amount of water and none of it can be put back into the groundwater for fear of contamination. Mining companies around the world have built large dams that are becoming overloaded.
With the increase in stricter regulations, some governments are also sensitive to the “social license” to operate – compliance is required without specific regulations, based on the safety and environmental concerns of the community. A big part of the social license to operate involves water conservation.
Improvement of Operational Efficiency
There are limited options available for mining operators to improve profits. Miners are only paid for the minerals produced, but now more effort is required to get them. Efficiency and productivity become directly connected to profits, creating a continually rising focus on improving operational efficiency to help reduce costs.
Improve Water Recovery
Decanter centrifuge technology has become a choice for recovering water in the processing of ore and minerals. There are several advantages to using decanter centrifuge technology for mining operations:
1. Typically, when materials are spent through a decanter, 70% to 75% of the water will be removed without too much effort. That process significantly reduces freshwater costs as the recovered water can be reused.
2. There is also a high percentage of high-water recovery. Turbidity of reclaimed water may be between 30-50 NTU (Nephelometric Turbity Units).
3. Compared with a filter press, a decanter requires a third of the footprint. Sometimes it’s even smaller. The space required is not much more than two pick-up trucks. (e.g. 7 x Z92 Decanters -> Area required = 30 meters x 50 meters (1,500 m²).
4. Filter presses require a permanent, concrete base and enclosed structure. Decanters require no cover or permanent structure. Electronics are protected within a shipping container next to the unit that is dust proof, wind proof, and temperature controlled. The system sits on a highly portable metal skid and can be moved easily. It’s possible to install centrifuges without covers because they are durable and resistant to extreme temperatures.
5. Decanters are cost efficient. Because they are fully automated and can run continuously 24/7, decanters require one-tenth the number of operators that a filter press needs.
6. Decanters have sophisticated plug and play solutions in a standardized system. There are also optional features such as placing a centrifuge on a platform or adding a conveyor to remove solids.
7. Decanters are easy to transport. The low profile, relatively small size is designed to fit standard road trucking, making them easily transported to another mines.
8. Decanters have reliable and proven technology with high availability.
9. Decanters are easy to maintain. They are resistant against wear and corrosion, making them more efficient to operate and reducing maintenance costs. Some companies, like Flottweg, offer full aftermarket services that make maintenance and operation simple and worry-free for the operators.
10. Filter presses use +20% less electricity, but because of the robust mining design, decanter centrifuges are still more cost efficient to operate and have higher productivity.
11. Another specific advantage a decanter centrifuge has over a filter press is that there is no filter cloth which can become blinded with fine particles. This means that the flow rate through a centrifuge remains constant.
A Ph.D. Student Tackles Stormwater Management
Now more than ever, the world needs innovators, scholars and outside-the-box thinkers to help find creative solutions for pressing global challenges. Annesh Borthakur, a Ph.D. student in the Civil & Environmental Engineering department at the University of California, Los Angeles (UCLA), is one such trailblazer.
Borthakur’s groundbreaking findings on the use of expanded shale, clay and slate (ESCS) in biofilters were published in the May 2022 volume of the Journal of Hazardous Materials. He attributes much of the success of his research and scholarly article to the path he embarked on when dubbed the first recipient of the Expanded Shale, Clay and Slate Institute’s (ESCSI) John Ries scholarship, 2019-2020.
Recognizing the looming impact of climate change and urbanization on the quality and availability of water, Borthakur has dedicated the last several years to extensive research on sustainable stormwater management. Through his experiments, Borthakur findings supported his claim that stormwater biofilters amended with ESCS can effectively remove toxic pathogens. Doing so both improves the quality of the water and extends the service life of the biofilter. Borthakur believes that utilizing a reimagined biofilter will be necessary in the future as effective stormwater management becomes an increasingly important tool to conserve and reuse the world’s diminishing water supply.
Here is a brief Q&A with Borthakur:
Annesh, your scholarly article was just published in the May 2022 volume of Journal of Hazardous Materials: “Natural Aging of ESCS Amendment with Heavy Metals in Stormwater Increases its Antibacterial Properties: Implications on Biofilter Design.” Can you please provide a high-level summary of the article?
Borthakur: Let’s start with the concept of stormwater biofilters. Ideally, they are supposed to capture stormwater and then remove pollutants from the water over a 20-year service life. However, today’s biofilters still use a very primitive design and are a breeding ground for harmful pathogens and bacteria. If the water is recycled and consumed (even inadvertently by eating produce grown in the soil), you will get sick.
Through my research, I found that stormwater contains heavy metals. While harmful to ingest, heavy metals do still offer benefits when applied correctly. Most pertinent to this research, heavy metals can have a positive impact on pathogen removal. I wanted to illustrate that if we could leverage heavy metals as a solution rather than a problem, we could see a reduction in the growth of pathogens in biofilters.
Where does ESCS enter the equation?
ESCS media can quickly absorb and retain large amounts of heavy metals, which means it’s an effective – if not surprising – means of killing off pathogens. To examine its effectiveness, we exposed biofilter media amended with ESCS to metals by intermittently injecting natural stormwater spiked with copper, lead and zinc. Metal adsorption on ESCS media decreased their net negative surface charge and altered the surface properties as confirmed by zeta potential measurement and Fourier-Transform Infrared Spectroscopy (FTIR) analysis.
Seeing the lightweight aggregate material adsorb the metals in front of me was amazing. I had never seen anything perform like this before. A live-dead analysis confirmed that the adsorbed metals inactivated attached pathogens (E. coli), thereby replenishing the adsorption capacity.
Overall, the results confirmed that natural aging of biofilter media with adsorbed metals could indeed have a net positive effect on E. coli removal in biofilters and therefore should be included in the conceptual model predicting long-term removal of pathogens from stormwater containing mixed pollutants.
What is your vision for the future of stormwater treatment management?
Borthakur: Capturing and recycling stormwater by amending the design of filter media with ESCS is going to be incredibly important in the years to come because of the global water crisis. For example, urban areas, where 70% of the world’s population is projected to live by 2050, are already water stressed. I have experienced this firsthand living in southern California.
The industry will collectively need to transform the way stormwater treatment systems are designed to ensure a sustainable future. My hope is that I can be a part of the solution through continuing my research on stormwater and wastewater treatment.
Source: Expanded Shale, Clay and Slate Institute (ESCSI)