
All Over The World There Are Signs That Sand Shortages Will Be a Reality. Is It Time To Get Serious About Manufactured Sand?
By John Googins
This is the third in a three-part series on manufactured sand. This article focuses on product gradation. – Ed.
Since you all have different material sources, sand, gravel, quarry, limestone, granite, quartzite, basalt, etc., your average gradation of manufactured sand will probably be different than my example here. The sample you are using also needs to reflect the average gradation that your material source produces.

One of the main things that will be required is for your product gradation to have more than 85% passing the #8 and 62% passing the #6 sieves. If not, the sand will not be able to be classified to meet the ASTM specification without rejecting part of the #4 x #8 material.
The desired product gradation should only require rejecting part of the minus 100-mesh material and the excess minus 200-mesh material. The desire is to reduce the amount of the crushed sand that needs to be rejected to meet the ASTM specification.
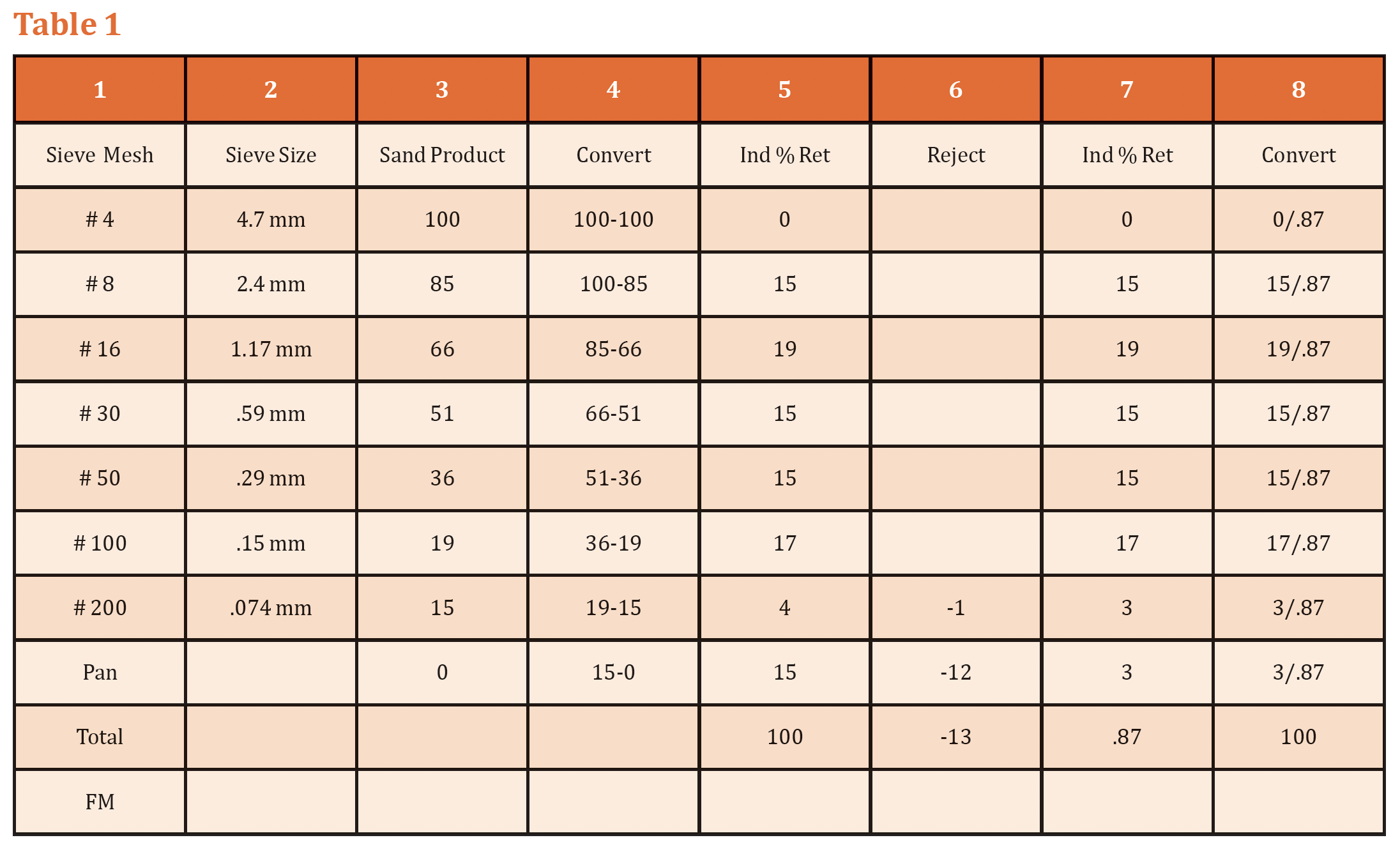
Using Table 1 and Table 2, you can accurately calculate the amount of material that needs to be removed to meet the ASTM specification. Using the tables, you can convert the cumulative precent passing product curve to show the individual percent retained amount of each sieve sizes showing the amount of each size that needs to be removed to convert the sand into a product that meets the resulting curve. This will show the amount of waste you will have when classifying the manufactured sand to meet the specified gradation.
Description of conversions:
- Column 3: manufactured sand gradation before classification.
- Columns 4 and 5: convert gradation from cumulative percent passing to individual percent retained.
- Columns 6, 7, 8 and 11: remove material to be classified from the sand and return to the new gradation. This will also show you the amount of waste you will have when classifying the sand.
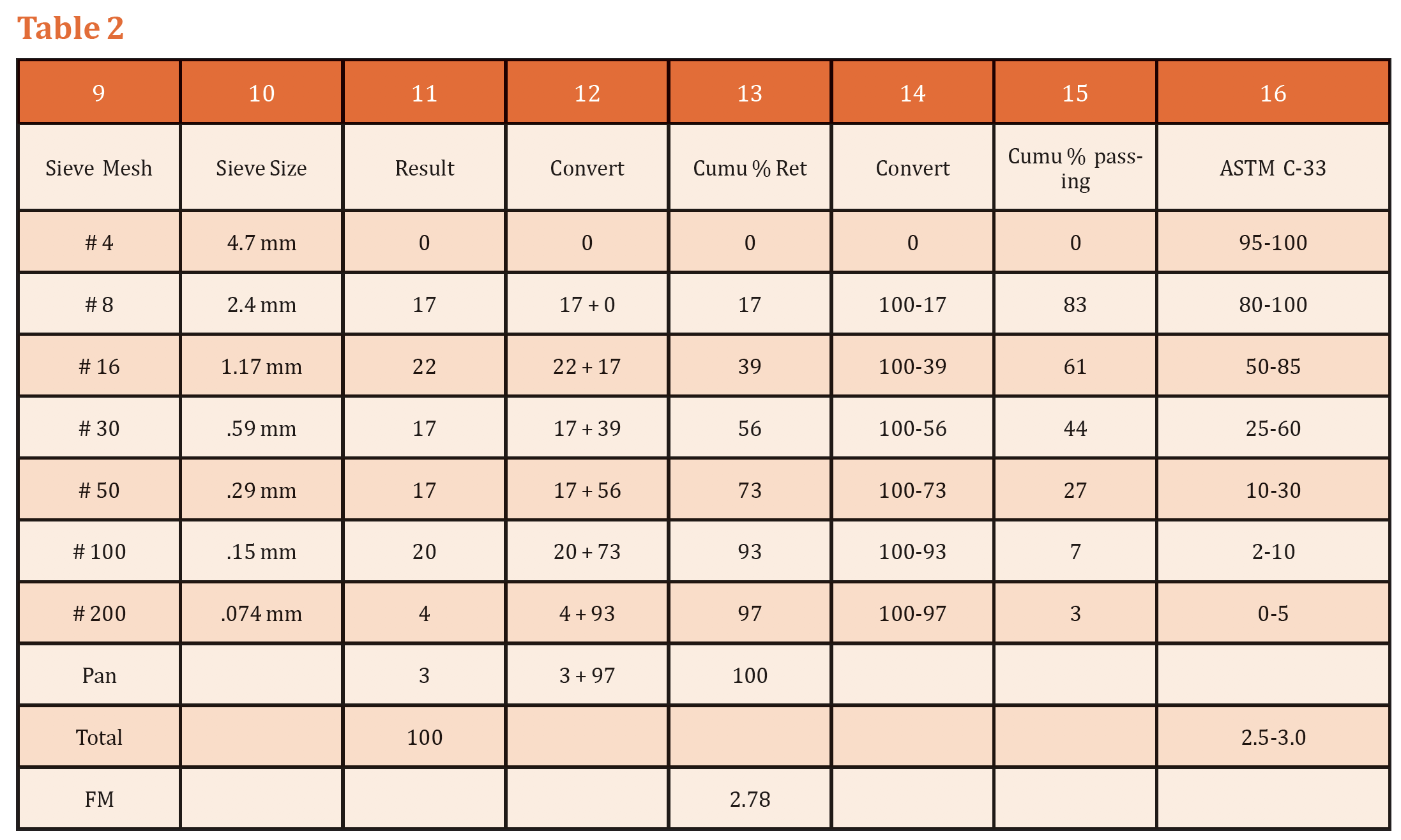
- Columns 12 and 13: convert from individual percent retained to cumulative percent retained.
- Columns 14 and 15: convert from cumulative percent retained to cumulative percent passing.
- Column 16: ASTM sand specification.
Classification Using Fine Material Washer
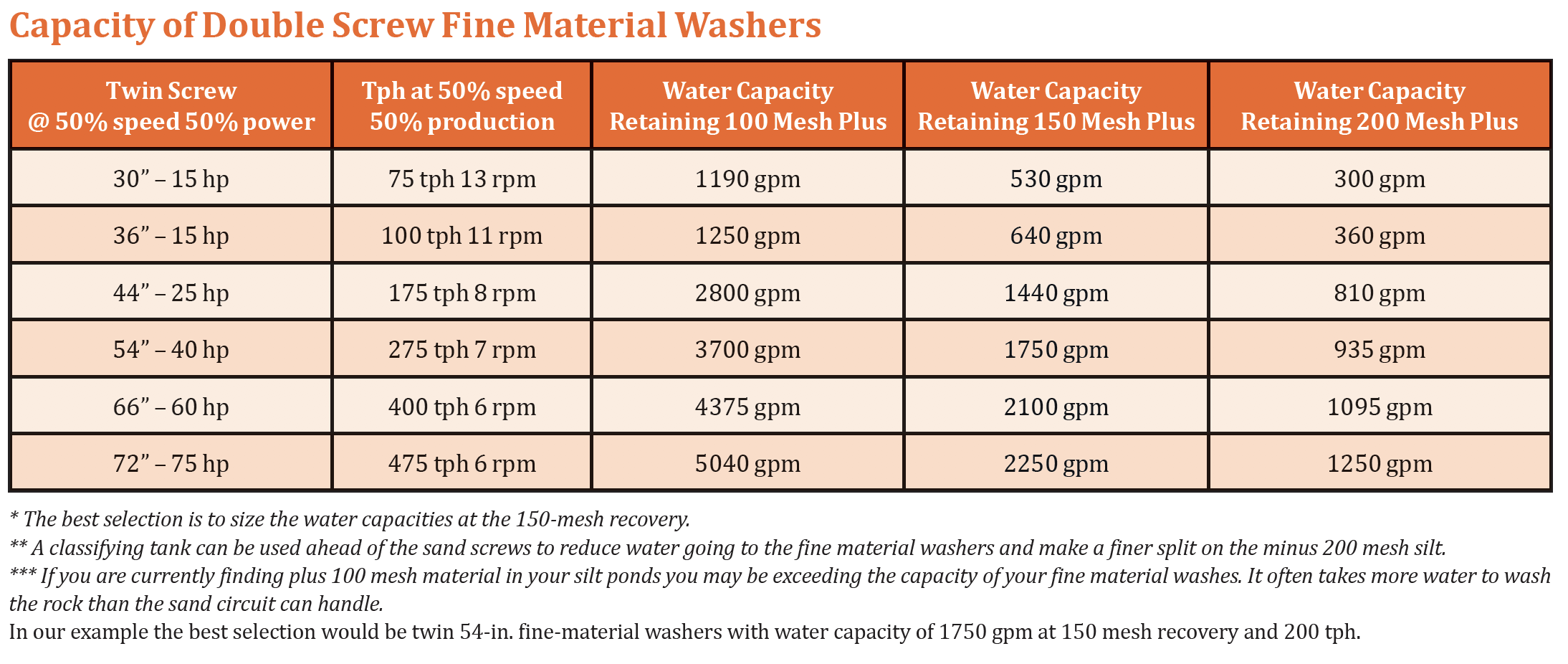
When using a fine material washer to classify the sand the equipment needs to be sized for both the gallons per minute of water (gpm) and the tons per hour (tph). To retain the maximum amount of #50 mesh material the speed of the screw shafts must be reduced to 50%.
This also reduces the production by 50%. The water required to remove the minus 200 mesh material from the sand is 50 gpm/tph of silt. In the example above to classify 200 ton/hour of sand with 15% passing 200 mesh would be 200 tph x 15% x 50 = 1,500 gpm.
With this information we now can select the fine material washers that can handle 200 tph and 1,500 gpm without washing a large percentage of fine sand over the wears of the fine material washer.
Dewatering Screen
When recovering fines, the sand will be wet coming out of the fine material washers, about 30% to 35%. We will need to reduce the water in the sand by using a dewatering screen. Dewatering screens are sized at 50 tph to 25 tph per foot of width and the length is normally two times its width.
A dewatering screen is positioned so the discharge screen lips are higher than the screen feed hopper (a negative 5% screen angle). This will allow the sand to form a cake 4- to 6-in. thick above the screen deck.
By using a high frequency screen (1,800 to 3,000 rpm), the water can be removed without loosing part of the good sand. There is also the option of collecting the dewatering screen under size water and pumping into a hydro cyclone to make a more accurate cut and recover more water without losing part of the desired sand fines.
Washing and Dewatering Bucket Wheels
Several manufacturers produce sand dewatering wheels. When you are researching the method of classification you plan on using you should study this as option. Many claim a drier product and less sand loss.
Water Cost and Slurry Wastewater Recycling
Water is not free and is getting more expensive to get in large quantities for washing sand and gravel or crushed stone all the time. Recycling the “brown water” is often more expensive than the fresh water but cannot be disposed of in freshwater lakes or streams.
To remove the silt from the water slurry requires chemicals and water-separation equipment. Cationic and anionic polymerization with surfactants can be used to decrease the contact time to settle clays and silts out of the wastewater.
They will cost around $10 per gal. and require a dosage of .006% (3,000 gpm x 60 min/hr. x .00006 = 10.8 gal./hour). Used in combination with water classifying equipment like slope plate classifiers, belt presses, thickeners and small diameter high head cyclones can be used to reclaim the silt from the water efficiently.
A cluster of 100 to 200 cyclones with a single manifold and pump will separate the water and silt at a capacity of 200 x 5 gpm/cyclone x 200 = 100 gpm. Centrifuges can also be used.
There are many manufacturers of this kind of equipment: Kolberg Pioneer, Eagle Iron Works, Superior Industries, McClanahan, AzFAB, Derrick, Nalco, M.W. Watermark, FL Smidth and Sandvik. It takes some research and analysis to determine, which system you wish to use. The mining industry has many options since there water usage is much greater when separating minerals from the crushed ore.

Air Classification
The cost of water, water treatment and setting ponds, makes dry separation, using air classifiers economically feasible. The main obstacle is, the sand must be dry, less than 2% moisture. In some cases that could involve a fluid bed drier or drum drier with Diesel fuel, natural gas or propane. In many cases since we will be crushing dry rock to sand the 2% moisture limit can be reached without drying.
Air classification can also be used to reduce the amount of silt by 50% which reduces the amount of water required to remove the minus 200 mesh material in the sand to meet the specification required.
Asphalt sand, #4 x 0, can also be classified with air-classified equipment to reduce the amount of minus 200-mesh material so the combined rock and manufactured sand will be less than 6%.
John Googins – applications engineer crushing, screening and mineral processing – is with Aggregate & Mining Consultants LLC, Littleton, Colo., www.miningconsultingusa.com. He can be reached at 303-547-0084 or [email protected].