
The Accurate Diagnosis of a Bearing Failure Is Imperative to Prevent Repeat Failure and Additional Expense.
By Steven Katz
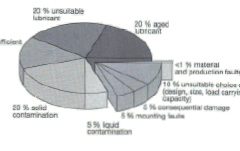
Rolling bearings are precision machine elements found in a wide variety of applications. They are typically very reliable even under the toughest conditions. Under normal operating conditions, bearings have a substantial “service life” which is expressed as either a period of time or as the total number of rotations before the rolling elements or inner and outer ring fatigue or fail. Less than 1 percent (0.35 percent specifically – see Figure 1) of rolling bearings do not reach their expected life.
Figure 1: Causes of failure in rolling bearings |
|
|
(Source: antriebstechnik 18 (1979) No. 3, (71-74). Only about 0.35% of all rolling bearings do not reach expected life. |
Premature Bearing Failure
When a bearing does fail prematurely, it is usually due to causes that could have been avoided. For this reason, the possibility of reaching conclusions about the cause of a defect by means of studying its appearance is very useful. It’s most important to correct the causes and prevent future failures and the costs that follow.
Most bearing failures such as flaking and pitting, spalling unusual wear patterns, rust and corrosion, creeping, skewing and others (as shown) are usually attributed to a relatively small group of causes that are often interrelated and correctable. These causes include lubrication, mounting, operational stress and bearing selection and environmental influence.
Proper/Improper Lubrication and ‘Grease Service Life’
The purpose of lubricating the bearing is to cover the rolling and sliding contact surfaces with a thin oil film to avoid direct metal-to-metal contact. When done effectively it:
1. Reduces friction and abrasion.
2. Transports heat generated by friction.
3. Prolongs service life.
4. Prevents rust and corrosion.
5. Keeps foreign objects and contamination away from rolling elements.
Grease is generally used for lubricating bearings because it is easy to handle and simplifies the sealing system while oil lubrication is generally suitable for high speed or high temperature operations.
Generally, lubrication failures occur due to:
1. Using the wrong type of lubricant.
2. Too little grease/oil.
3. Too much grease/oil.
4. Mixing of grease/oil.
5. Contamination of the grease/oil by objects or water.
While we have spoken about a normal bearing service life it is also important to take into consideration the normal “grease service life” as the two should be considered together to maximize bearing life. Grease service life is the time over which proper bearing function is sustained by a particular quantity and category of grease. This is especially critical in pump, compressor, motor and super precision applications.
Mounting and Installation of Bearings
It is critical in the mounting and installation process to pay strict attention to:
1. Use of proper tools and ovens/induction heaters. Use a sleeve to impact the entire inner ring face of the ring being press fit.
2. Verify the shaft and housing tolerances. If the fit is too tight, you will create too much preload and if the fit is too loose, you will create too little preload which may allow the shaft to rotate or creep in the bearing. Check for proper diameters, roundness and chamfer radius.
3. Avoid misalignment or shaft deflection. This is especially critical in mounting bearings that have separable components such as cylindrical roller bearings where successful load bearing and optimal life are established or diminished at installation.
4. Be aware of “Radial Internal Clearance” (See Figure 2). It is critical to maintain the proper R.I.C that was established in the original design. The standard scale in order of ascending clearance is C2, C0, C3, C4, C5. The proper clearance for the application is critical in that it allows for the challenges of:
- Lubrication. A proper film of lubricant must be established between the rolling elements. Reducing internal clearance and impeding lubricant flow can lead to premature failure.
- Shaft fit. It is inevitable that there can be a reduction in the Radial Internal Clearance when the bearing is press fit.
- Heat. In the normal operation of bearings there is heat produced that creates thermal expansion of the inner and outer rings. This can reduce the internal clearance, which will reduce the optimal bearing life.
| Figure 2 |
 |
Operational Stress and Bearing Selection
It is generally the exception to find a bearing that has been improperly designed into an application. However, factors within the larger application may change.
If loads become too high, overloading and early fatigue may follow. If they are too low, skidding and improper loading of the rolling elements occur. Early failure will follow in each situation. Similar issues arise with improper internal clearance.
The first sign of these issues will be unusual noises and/or increased temperatures.
- Increased temperature. Bearing temperature generally rises with start up and stabilizes at a temperature slightly lower than at start up (normally 10 to 40 C higher than room temperature). A desirable bearing temperature is below 100 C.
- Noises. There are typical abnormal bearing sounds that indicate certain issues in the bearing application. While this is a subjective test, it is helpful to know that a screech or howl sound generally indicates too large an internal clearance or poor lubrication on a cylindrical roller bearing while a crunching felt when the shaft is rotated by hand usually indicates contamination of the raceways. See Table 1.
Operational stresses in the applications can impact bearing life as well. It is critical to isolate vibrations in associated equipment as they can cause uneven running and unusual noises.
Table 1: What is That Sound?
Environmental Influence
Even with the best design, lubrication and installation failures will occur if the operating environment is not taken into consideration. While there are many potential issues, the primary ones are:
1. Dust and dirt, which can aggressively contaminate a bearing. Great care should be given to use proper sealing techniques.
2. Aggressive media or water. Once again, sealing is primary. The use of specialty type seals is recommended such as pump mechanical or labyrinth style seals that do not score the shaft.
3. External heat. The ambient operating temperature mandates many choices in radial internal clearance, high temperature lubricants, intermittent or continuous running and others, which affect bearing life.
4. Current passage or electrolytic corrosion. If current is allowed to flow through the rolling elements, sparks can create pitting or fluting on the bearing surfaces. This should be corrected by creating a bypass circuit for the current or through the use of insulation on or within the bearing. This should be an inherent design consideration in applications such as wind turbines and all power generating equipment.
In conclusion, the first step in the overall prevention of bearing failure lies in the consideration of bearing technologies that are most suitable to the application with regard to specifications, recommendations, maintenance strategies, fatigue life and wear resistance of the bearing in relation to the application.
That being said, premature bearing failure within a proper application is typically attributed to one or more of the causes discussed (lubrication, mounting, operational stress and bearing selection or environmental influence) which can and should be corrected in order to avoid future bearing failures and additional cost.
Steven Katz is the president of Emerson Bearing, a provider of bearings to OEM and markets in the United States and internationally. Emerson Bearing operates from a 23,000-sq.-ft. facility to provide bearings ranging in size from 3-mm to tunnel-boring 15-ft.-diameter giants. The Boston-based company provides worldwide sourcing, a fixed price program and 24/7 service. For more information, contact 800-225-4587 or visit www.emersonbearing.com.
Sources: