
The Modern Design of a Sinking Cut Requires Understanding of the Borehole Effect and How Blasting Actually Works.
By: Anthony Konya and Dr. Calvin J. Konya
When starting a new project from a flat surface or moving down to another bench, a sinking cut or drop cut (words used interchangeably) is used to open the new area up for production blasting. This is very different from a production blast as only one free face exists for the material to initially move towards. Therefore, the initial holes only have one method of relief and must not only heavily fragment the rock but also eject the material to allow subsequent holes to fire under more optimal conditions.
To understand how a sinking cut is different from a typical bench blast, one must first understand how bench blasting works and a term called the borehole effect. To understand this and clear up and confusion that may purvey a review back to the early 1950s is in order.
In the beginning of the 1960s, high-speed photography appeared on the scene and as a new scientific tool that could study fast events it was quickly applied to explosives and blasting. One of the first to do this was Dr. Hino who published information unconfined charges breaking concrete beams through shock breakage, the only issue was he never was a field blaster and used over eight times the powder load of rock blasting and never confined his charges as is done in rock blasting.
However, his work was then taken and expanded by Duvall and Atchinson into a shock breakage theory for rock blasting. While this propagated through the 1970s and 1980s as a method to sell more expensive explosives and allow for researchers to get large federally funded grants; it had no practical application. Today the industry understands that shock energy is not what breaks rock in a typical bench blast, but that the gas pressure breaks and moves the rock from a bench blast or situation where a charge is confined.
This leads to the phenomena of the borehole effect, which states that explosives in a borehole will break along the side of the borehole, as long as the borehole is long enough that the charge will not crater. This breaks under the gas pressure that is generated by the explosive. Why is this important? Well a sinking cut does not contain a free face that is parallel to the borehole, at least initially. It is then important that a sinking cut quickly create a free face in order to be efficient and cost effective.
Old Methods for Sinking Cuts
In the past, sinking cuts used to be shaped like a large rectangle and be fired in full rows. Two rows of holes would be placed close together (one burden distance apart) with the thought that this will double the powder factor in this region and cause a bit of movement of the material.
While it is true that this does increase the powder factor in this region, it does not necessarily force the material to eject from the center area. If this center material does not eject then the subsequent rows firing will either shoot and have poor fragmentation and movement, or they will crater causing flyrock and a violent blast with poor fragmentation. This can also lead to problems with toe being left after the shot.
In addition, this method of firing a sinking cut is not very economic. Two entire rows of holes are firing at half the burden, leading to large cost increases. With the cost and unreliable nature of this type of sinking cut a new, modern type of sinking cut needed to be developed.
Modern Design of Sinking Cuts
The modern design of a sinking cut requires understanding of the borehole effect and how blasting actually works. Armed with this knowledge one can begin to change the blast pattern to ensure optimum breakage, blasting to proper depth, and efficient economically.
The sinking cut will now be a square drilled pattern instead of a rectangular pattern and instead of shooting rows squares or spirals will be shot. The pattern will now have two types of holes, opening holes and production holes with all holes being drilled exactly one burden distance apart. While the production holes will have normal production hole burden they will have slightly less than normal spacing, creating a slightly worse economic condition than a typical production blast.
|
|
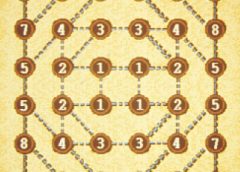
| Figure 1 – Modern sinking cut pattern with electric/electronic delays. |
 |
| Figure 2 – Nonelectric initiation sequence. |
Figure 1 shows what this modern sinking cut looks like when shot with electric or electronic delays with each number representing a separate delay period. The first four holes (number 1s) are all placed a burden distance apart. These now all function as opening holes where the center of the shot is loaded to four times the normal explosive load.
When these fire the middle area will be intensely radially fractured and then heaved up, allowing relief for the next few holes. This is similar to a cratering shot in the middle of the pattern. Typically, to ensure full depth is reached, these holes will be subdrilled to one half of the burden distance and stemmed to 100 percent of the burden distance.
The second set of holes (number 2s) now use half the number of holes and half of the total explosive to break the same volume of rock as the number 1s. This is because these holes now have relief to both radially fracture and flexurally fail, assuming the number 1s function properly. The reason these break a still limited about of rock is because the opening is still small and the breakage angle (plan view) is compressed.
Most of the remainder of the holes in the shot now have a full free face to work toward and function like normal blastholes in a production blast. Because of this the remainder of the blastholes will have have a subdrill of 30 percent of the burden and a stemming of 70 percent of the burden.
The timing of this pattern is extremely important where additional time should be placed between rows firing. As with production blasting, the time should also be scaled according to the explosive diameter and burden distance. This pattern can also be fired with nonelectric caps as shown in Figure 2. This creates a spiral sinking cut which builds additional time between rows and has proven in hundreds of applications to be the most effective and efficient way of firing a sinking cut.
The question then always comes up, what is the maximum depth that can be achieved with a sinking cut? Obviously infinite depth is not realistic as gravity begins to take effect and effect rock motion. There are two general rules of thumb for the depth of a modern sinking cut. The first is that the depth of the cut should not be greater than half the dimension of the pattern. For example, if the pattern was 60 ft. across then the maximum depth of the cut would be 30 ft.
The second rule of thumb is the stiffness ratio, or the length of the borehole divided by the burden, should not be greater than 4. For example, if the burden was calculated to be 10 ft. for the blast, the depth should be less than 40 ft. It is important to remember than the greater the depth of the sinking cut the greater the probability that the sinking cut will not function as intended.
Let’s look at an example for a sinking cut. Assume that a 6 in. drill is being used for blasting in limestone. The holes are dry, bulked loaded with ANFO, and fired with nonelectric caps. The burden for the shot (using the Konya burden formula) is 13 ft. and the pattern will be drilled on a square.
The goal depth for the bench is 40 ft., taking 40 ft. (bench height) and dividing that by the burden (13 ft.) gives a stiffness ratio of 3.1 which is below 4; therefore, the depth can reasonable be achieve with this drill hole size. This means that the pattern must be at least 80 ft. wide by 80 ft. in length. To fit this configuration with a 13-ft. burden, a 7-hole by 7-hole pattern must be used (49 holes in total). This now is a pattern that is 91 ft. by 91 ft. The design dimensions for the pattern are in Table 1.
Table 1 – Example blast dimensions
|
Burden |
Subdrill |
Stemming |
Hole Length |
Lb. per hole |
|
|
Opening Holes |
13 ft. |
6.5 ft. |
13 ft. |
46.5 ft. |
345 lb. |
|
Production Holes |
13 ft. |
4 ft. |
9 ft. |
44 ft. |
360 lb. |
Table 2 – Example Powder Factor Comparison
|
Hole Number |
Explosive Load |
Volume of Rock |
Powder Factor |
|
Number 1 holes |
345 lb. (1,380 lb. total) |
250 cyd |
5.52 lb./cyd |
|
Number 2 holes |
360 lb. (720 lb. total) |
250 cyd |
2.88 lb./cyd |
|
Other Holes |
360 lb. |
250 cyd |
1.44 lb./cyd |
 |
| Figure 3 – Sinking cut firing with electric cap pattern. |
 |
| Figure 4 – Sinking cut fired with spiral non-electric timing. |
The sinking cut in Figure 3 are fired with electric blasting caps in the delay sequence shown in Figure 1. The sinking cut shown in Figure 4 is fired using the delay sequence shown in Figure 2. These delay sequences both produce good results because as the number of row and holes in a row increase the actual milliseconds of time between rows also increases.
Conclusion
In today’s mining industry efficient blasting practices give a competitive edge and are critical to successful operations. Old methods of blasting are no longer acceptable as competitors are constantly improving and newer, modern methods of blasting give better results and produce a large economic advantage. While this is present in all areas of blasting, sinking cuts have been lagging behind other aspects of the production process. This article outlines methods for operators to efficiently drop to new elevations in a cost-effective and controlled manner.
Dr. Calvin Konya is the president of Precision Blasting Services, and Anthony Konya is a project engineer for the company. They can be reached at 440-823-2263, or [email protected].