
A Recent Advance In Technology Can Improve How Mine Operators Investigate And Assess Respirable Dust.
By Andrew B. Cecala and Andrew D. O’Brien
This article describes the latest advancements in technology to improve how mine operators can investigate and assess the respirable dust exposure of their workers. Recently, Unimin Corp. and the National Institute for Occupational Safety and Health (NIOSH) developed the Helmet-CAM technology, a dust exposure assessment tool designed specifically for the mining industry.
 |
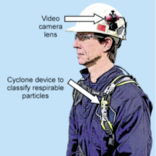
Figure 1 – Helmet-CAM setup showing video camera lens on a miner’s hardhat and 10-mm cyclone on backpack shoulder strap (left), and video logger and pDR-1500 dust monitor in backpack (right). |
This assessment technique is performed by having a miner wear a small video recorder on his or her hardhat along with a real-time aerosol monitor that is housed in a backpack, on a safety belt, or safety vest and records the individual’s respirable dust exposure at two-second intervals. After a miner performs his or her job while wearing the unit, the video and dust exposure data files are downloaded to a computer and then merged together using a NIOSH-developed computer software program called EVADE (Enhanced Video Analysis of Dust Exposure).
By providing synchronized playback of the merged video footage and logged dust exposure data, the EVADE software allows for the assessment and identification of key work areas and processes, as well as work tasks that significantly impact a worker’s personal respirable dust exposure.
The Helmet-CAM respirable dust exposure assessment technology is now available for use and allows mining operators to quickly and efficiently identify work tasks, areas and practices contributing to respirable dust exposure, as well as to evaluate the effectiveness of implemented control techniques aimed at lowering worker’s exposure to respirable dust.
Mining companies wishing to use this new dust exposure assessment technology can purchase a commercially available video camera and a direct-reading aerosol monitor to obtain the necessary data. NIOSH has recently released a beta version of the EVADE software and user manual, which can be downloaded from the NIOSH website at: www.cdc.gov/niosh/mining/Works/coversheet1867.html.
Background on Respirable
Dust Sampling
The exposure of miners to respirable dust, especially respirable dust containing crystalline silica, has been an area of concern for decades, and the adoption of permissible exposure limits upon the creation of the 1977 Federal Mine Safety & Health Act only provided additional reasons to understand exposures and their sources.
These personal dust sampling trains are composed of a 10-mm Dorr-Oliver cyclone, sampling pump calibrated to 1.7 liters per minute (lpm), 37-mm polyvinyl chloride (PVC) filter, sampling assembly, and a piece of tygon tubing. The 10-mm cyclone has a 50 percent cut-point at four microns which is intended to replicate the respirable portion of dust that may reach the gas exchange region of a worker’s lungs. It is this respirable dust – the dust that reaches the gas exchange region of the lungs – that can inflict injury to the lung tissue and may negatively impact pulmonary function.
To perform personal sampling with the Dorr-Oliver cyclone, a 37-mm PVC filter is attached to the 10-mm cyclone via a stainless steel assembly positioned in the worker’s breathing zone. A sampling pump calibrated to 1.7 lpm draws dust-laden air through the cyclone. The respirable portion of dust is deposited via impaction on the 37-mm PVC filter and the non-respirable fraction (larger sized) of dust falls into a grit pot located at the bottom of the cyclone.
to this sampling setup is in the sampling pumps; they have become smaller, lighter, have better battery-life, and are constant flow devices whereby the flow rate is maintained at the required 1.7 lpm flow rate.
Once sampling is complete, filters are submitted for analysis to an American Industrial Hygiene Association (AIHA) accredited laboratory. The miners’ respirable dust concentration is determined by dividing the weight of respirable dust by the volume of air collected over the period of sampling.
The weight of respirable dust, reported in micrograms or milligrams, is determined by pre- and post-weighing the filter on a microbalance. The volume of air, reported in cubic meters, is determined via multiplication of the total sample time (obtained in one-minute measurements on the sampling pump) by the flow rate.
If silica dust is believed to be present, further analysis of the sample is performed, typically via the National Institute for Occupational Safety and Health (NIOSH) 7500 method “Silica, Crystalline, by XRD (filter redeposition).” This analytical method permits determination of the weight (and therefore, percentage) of respirable crystalline silica (RCS) within the sample.
Ultimately, the worker’s respirable dust concentration is compared to the permissible exposure limit (PEL) to determine whether the miners’ exposure was in excess of the PEL. If worker exposure exceeds the PEL, operators should investigate the causes of the excessive exposure, make corrections, and resample to confirm effectiveness of the corrective interventions.
Special Challenges
For exposures that exceed the PEL, identification of root causes can be challenging, particularly if detailed operational or operator notes were not kept. The challenges associated with root cause identification can be especially difficult for workers who are mobile during their shift because they may be constantly moving to different work areas while performing multiple duties and job tasks throughout the workday.
In the metal/nonmetal mining industry, mobile workers have some of the highest overexposure rates for RCS for all the various job occupation classifications. Table 1 lists the overexposure rates of a few mobile worker job categories for a 10-year period (2003-2012) based upon MSHA’s respirable dust compliance sampling results. In evaluating this data, a difficult challenge is determining the primary contributors (i.e., tasks or processes) to the respirable dust exposures exceeding the PEL.
Over the years, video technology has been used to evaluate worker exposure to different types of contaminants, but these evaluations were always performed with the camera in a stationary position (Gressel et al., 1992; Rosen et al., 2005). Unfortunately, these techniques were not applicable for mobile workers in the mining industry because of their need to move to various locations throughout the mining operation to perform their work.
| Sand and Gravel Mines | Stone Quarries | Metal Mining Mines | ||||
| Occupation | % > PEL | Total Samples | % > PEL | Total Samples | % > PEL | Total Samples |
| Laborer | 15 | 1187 | 10 | 1864 | 16 | 120 |
| Mechanic | 4 | 240 | 5 | 365 | 13 | 174 |
| Utility Man | 10 | 435 | 10 | 1246 | 22 | 72 |
| Cleanup Man | 16 | 633 | 11 | 793 | 21 | 80 |
Helmet-CAM Technology
The newly developed Helmet-CAM technology provides a first-person video display of the job tasks performed by miners along with data on their respirable dust exposure. In considering both sources of information simultaneously, immediate insight is gained into work areas and/or tasks that contributed to elevated respirable dust exposures (Cecala et al., 2013).
Helmet-CAM was developed under a cooperative relationship between Unimin and NIOSH. The original goal was to be able to evaluate a workers’ respirable dust exposure without the need to closely follow a worker and observe or monitor the worker to determine his or her exposure.
The possibility of combining a small video camera with an instantaneous dust monitor to determine a worker’s respirable dust exposure seemed like a viable methodology. The next step was finding a means to compare the video and dust data simultaneously. This led to the development of the EVADE software, which merges these two pieces of information (logged respirable dust data and video) in a user-friendly format.
Helmet-CAM is a simple and relatively inexpensive technology to set up and use. It consists of a lightweight video camera, an instantaneous dust monitor, and a method for housing these two instruments in a way that allows miners to perform their work in a safe and unimpeded fashion. Once the video footage and dust data are obtained, the information is downloaded to a computer and the EVADE software is used to merge the video and dust data together, permitting quick and effective assessment of the areas, tasks, and functions that impacted the miner’s respirable dust exposure.
Although there are a number of different types of commercially available cameras and dust monitors that can be used, we will only discuss the units used by Unimin and NIOSH during testing of this new technology.
 |
Figure 2 – The video taken by Helmet-CAM is in the top right corner and the respirable dust control graph appears along the bottom of the screen. Each blue dot on the graph represents a 2-second respirable dust measurement. This Helmet-CAM unit was inside the enclosed cab of a haul truck. |
Helmet-CAM Components
The first component necessary to employ the Helmet-CAM system is a small compact video camera that records the worker’s movements and tasks performed while wearing the system. The video unit chosen for NIOSH’s testing was the POV (point of view) camera by V.I.O. This camera lens was attached to the miner’s hardhat using various methods (flashlight clip, video camera mounting device, or duct tape). With the V.I.O. unit, a thin video cable approximately 18 in. in length connects the video lens to the digital video recording portion of the device.
The second component of the system is the instantaneous dust monitor. NIOSH chose the Thermo Scientific pDR-1500 instantaneous monitor for the Helmet-CAM testing. Because this instrument was relatively new, NIOSH performed a comprehensive laboratory study at its Pittsburgh laboratory to ensure that the unit provided comparable dust data similar to what would be obtained with MSHA compliance and in-house gravimetric dust sampling [Reed et al. 2012]. The pDR-1500 was also set to a 1.7-lpm flow rate, which is the required flow rate as established by the American Conference of Governmental Industrial Hygienists (ACGIH) for the metal/nonmetal industry [Mine Safety and Health Administration 1990].
The next component for a Helmet-CAM assessment is a 10-mm cyclone, placed on the miner’s lapel. This location is classified as being within the miner’s breathing zone and is identical to the location used for a gravimetric compliance-type dust sample.
A short length of conductive tubing is used to connect the cyclone to the main body of the pDR-1500 monitor. The instantaneous dust monitor should be configured to take frequent samples for testing, which for the NIOSH testing was on a two-second sampling interval.
The last necessary item is some type of method to house the video camera and dust monitor to allow the miner to perform his or her work safely and with minimal interference. The authors recommend providing a number of different options to house the instruments (backpack, safety belts, and safety vests) and allowing the wearer to choose the preferred method.
Figure 1 shows a typical sampling setup using a backpack arrangement with the video camera lens on a miner’s hardhat and the rest of the components housed either in or on the backpack.
Helmet-CAM Usage
One aspect critical to effective use of the Helmet-CAM technology is that both the video camera and dust monitor need to be started at the exact same time because there is no adjustment within the EVADE software to synchronize the video and dust data.
Once both units are simultaneously started, miners should be instructed to perform their routine job duties and tasks without any changes or deviations because they are wearing the device. The miner should also be provided with a time frame to wear the Helmet-CAM system – usually recommended to be somewhere between two and four hours to ensure comprehensive data collection. Once the miner returns the system after the pre-arranged time period, the video and respirable dust exposure data files are downloaded to a computer.
Using the EVADE Software
Once the miner returns from performing his or her work duties, both the dust monitor and video camera data are downloaded to a computer which has the EVADE software installed, using a specific management site defined nomenclature to identify the miner.
When the EVADE program is opened, the top menu bar provides the following options: File, Bookmarks, Playback, View, Options, and Help. The user chooses “File” and then has the following options: Open, New, Export Bookmarks, and Exit. From this list, the user chooses the “New” tab and then directs the software to the location of the video and dust data files.
The “New” tab is used when performing an analysis for the first time. (Note: It is important that the video file be in either the avi or mp4 file format, and that the dust data file be in csv format. The video file and dust file must also be located in the same file folder on the computer for EVADE to successfully merge these two files.) Once the “EVADE” user’s screen appears with the video in the upper right-hand portion, the program is ready to be used to perform the dust exposure assessment (see Figure 2).
Retrieving Recorded Data
When the “Start” button is activated, the video starts to play in the upper right-hand corner of the screen. Across the bottom of the screen, the dust data is shown. In the graph, a vertical green bar is visible in the center of the screen that shows the exact dust data point which corresponds with the video data being shown.
One extremely useful feature of the EVADE software is the zoom function, which allows viewing of the dust data in a wide spectrum range on the screen based on the level of detailed desired. By sliding the zoom tab, the viewing screen can range from a few seconds to multiple hours.
To allow easily retrievable access to the highest exposure data, the EVADE software program automatically creates bookmarks for the five highest dust concentration peaks, as well offers as the option of creating additional bookmarks. Users can easily create and label their own bookmarks if they wish. These bookmarks are especially beneficial for safety meetings and other presentations, allowing presenters to quickly advance to segments of the video and dust data to show elevated exposures.
Another method used to advance through EVADE footage is the “Scroll” option and “Drag” function. This allows the user to quickly move through the footage without having to watch the data in real-time. A final noteworthy feature of the EVADE software is the use of screenshots.
Screenshots are jpg files that depict exactly what the EVADE screen is showing when the screenshot is created. These screenshots are especially beneficial for safety meetings and other presentations. The image files can be inserted easily into Word documents and PowerPoint presentations, and they were used to create the figures representing the EVADE software in this article.
There are many additional functions and options available with this software, and NIOSH has published a report entitled “Guidelines for Performing a Helmet-CAM Respirable Dust Survey and Conducting Subsequent Analysis with the Enhanced Video Analysis of Dust Exposure (EVADE) Software” [Reed et al. 2014]. The EVADE software is available under Helmet-CAM at NIOSH’s website: www.cdc.gov/niosh/mining.
Validation of Technology
The initial field test of this new technology was performed at Unimin’s Gore Facility located in Gore, Va. After a number of issues were identified and resolved from this field test, NIOSH performed a number of additional field studies to evaluate the effectiveness of the Helmet-CAM technology as a method of determining elevated respirable dust exposures for miners.
 |
Figure 3 – Left side shows screenshot of EVADE software of miner performing manual deployment of scraper device with high peak in dust exposure shown in the bottom of the screen; right side shows photo of new pneumatic system to eliminate worker performing the task. |
To date, more than 100 different individuals have worn the Helmet-CAM unit with only one worker refusing to continue wearing the unit after about an hour because he stated that it was hurting his back. In a number of cases, after a worker was allowed to view the EVADE software footage of the video and respirable dust data merged together, the worker asked to wear the unit again on the second day of testing in order to perform other duties and tasks not performed on the first day.
Case Study
This section details a case study to implement an automated device to remove wet sand when a screening process was started. When production was down for an extended period of time, it was common to encounter wet material which is problematic for the screening process.
Wet or damp material can cause screens to clog or glaze over. This situation creates undesirable maintenance and productivity difficulties. Historically, to prevent wet material from reaching the screening process, a process helper would manually place a diverter on the screen house feed conveyor belt until the product was dry.
With this process helper wearing the Helmet-CAM technology, it was determined that his respirable dust exposure was greatly elevated while performing this task. In order to eliminate this respirable dust exposure, the operator installed an automated system that allowed the process operator, from his control room, to: (a) determine the moisture content of the material going to the screen house, and (b) engage a remote-control diverter to keep wet material from reaching the screening process.
Once the material was determined to be at an acceptable moisture content, the process operator would remotely deactivate the diverter and the product would be directed to the screening house. Figure 3 shows a screenshot of the process operator’s exposure while performing this task manually, as well as the new automated device which eliminated the need to for the worker to perform the task manually.
Through use of the Helmet-CAM technology, the operator was able to effectively and efficiently determine the process operator’s exposure to respirable dust which resulted in system automation and reduction of process operator exposure to respirable dust over the course of his shift.
Through additional field studies, many other examples of respirable dust reduction were achieved through implementation of engineering, administrative or work practice interventions.
Conclusions
Despite developments in technology, the ability to determine a miner’s exposure to various types of respirable contaminants has not advanced substantively over the past few decades. With mobile workers performing many different types of tasks and functions in many different locations throughout the workday, it can be extremely difficult and resource intensive to determine where a worker is being exposed to respirable dust through traditional time study methods. The Helmet-CAM technology has proven to be a viable tool to perform this assessment and determine where and when a mobile mine worker is being exposed to respirable dust.
Although this assessment tool was originally developed for respirable dust, it is in the process of being expanded to assess other contaminants, and is currently being investigated by NIOSH for diesel exhaust (elemental carbon), noise exposure, and chemical assessments. It is envisioned that future versions of the EVADE software may be able to simultaneously evaluate exposures to multiple contaminants using the same video footage.
The Helmet-CAM technology is currently available for the assessment of worker’s respirable dust exposure in mining. To utilize the technology, an interested mining operation has to purchase a video camera and a real-time instantaneous dust monitor. The EVADE software package and user’s manual are available for free at NIOSH’s website, www.cdc.gov/niosh/mining/.
Acknowledgments
NIOSH would like to thank the following companies who participated in testing the Helmet-CAM technology: Unimin Corp., U.S. Silica Co., Badger Mining Co., 3M Corp., Sidwell Limestone Mine and Shelly Materials Co.
Disclaimer
Mention of any company or product does not constitute endorsement by the National Institute for Occupational Safety and Health. The findings and conclusions in this report are those of the authors and do not necessarily represent the views of the National Institute for Occupational Safety and Health. E
Andrew B. Cecala is with NIOSH, Pittsburgh, and Andrew D. O’Brien is with Unimin Corp., Winchester, Va.
References
Cecala, A.B., Reed, W.R., Joy, G.J., Westmoreland S.C., and O’Brien, A.B. 2013. Helmet-CAM : Tool for Assessing Miners’ Respirable Dust Exposure. Mining Engineering, 65(9): 78-84.
Gressel, M.G., Heitbrink, W.A., Jensen, P.A., Cooper, T.C., O’Brien, D.M., McGlothlin, J.D., Fischbach, T.J., and Topmiller, J.L. 1992. Analyzing Workplace Exposures Using Direct Reading Instruments and Video Exposure Monitoring Techniques.
Mine Safety and Health Administration (MSHA). 1990. Metal, Nonmetal Health Procedures Manual (PH90-IV4), Chapter D, Arlington, Virginia.
Reed, W.R., Potts, J.D., Cecala, A.B., and Archer, W.J. 2012. Use of the pDR-1500 for gravimetric respirable dust measurements at mines. Preprint #: 12-001, 2012 SME Annual Meeting & Exhibit, Feb. 19-22, 2012, Seattle, Washington.
Reed, W.R., Kwitowski, A.J., Helfrich, W., Cecala, A.B., and Joy, J.G. Guidelines for Performing a Helmet-CAM Respirable Dust Survey and Conducting Subsequent Analysis with Enhanced Video Analysis of Dust Exposures (EVADE) Software. NIOSH RI9696, 2014, 92 pp.
Rosen, G., Andersson, I., Walsh, P.T., Clark, R.D.R., Saamanen, A., Heinonen, K., Riipinen, H., and Paakkonen, R. 2005. A Review of Video Exposure Monitoring as an Occupational Hygiene Tool. Ann. Occup. Hyg., 49(3):201-217.